

7.2.2 Метод точностных диаграмм
Используются три вида диаграмм: точечные диаграммы, диаграммы групповых средних и точностные диаграммы хода технологического процесса.
Точечные диаграммы
По горизонтальной оси откладываются номера деталей, последовательно обрабатываемых на станке, по вертикали - получаемые размеры (рисунок 27). Диапазон колебаний размеров показывает степень влияния случайных факторов, а тенденция к изменению размеров говорит о наличии закономерно изменяющегося фактора.
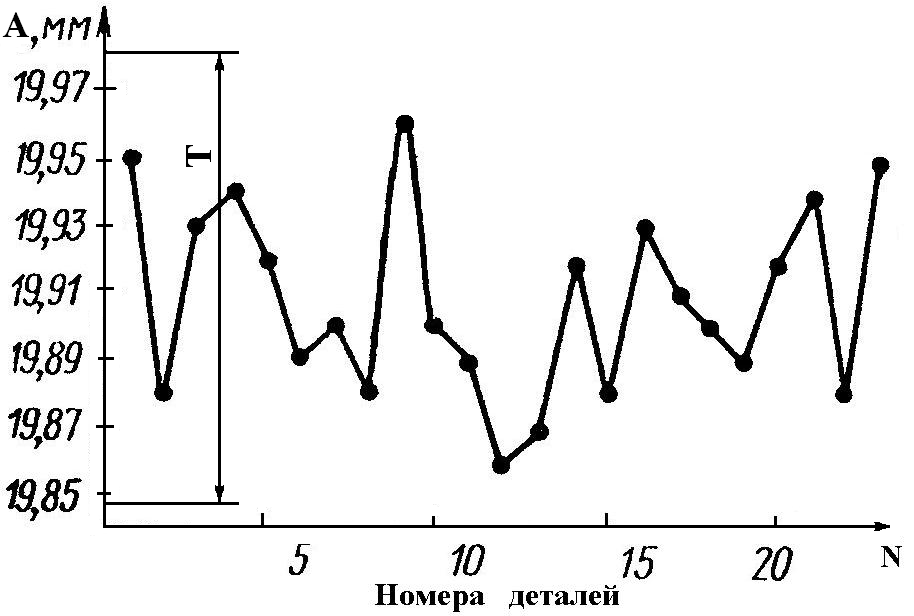
Рисунок 27 – Точечная диаграмма
Определяя размах варьирования R=Аmax-Аmin, путём сопоставления с заданным допуском Т судят о стабильности хода технологического процесса.
Диаграммы групповых средних
Строится в тех же координатах, только по оси абсцисс откладываются номера групп обрабатываемых деталей, а по оси ординат - средние размеры заготовок, входящих в группу (рисунок 28):
 ,
,
где m –число заготовок, входящих в группу (4 и более заготовок).
Например, Аср.1 = (А1+А2+ А3+А4) /4, Аср.2 = (А5+А6+А7+А8)/4.

Рисунок 28 – Точностная диаграмма групповых средних
На этой диаграмме колебания случайных погрешностей резко уменьшаются за счёт осреднения, зато влияние закономерно изменяющихся погрешностей проявляется более наглядно и объективно.
По данной диаграмме можно определить тенденцию изменения размеров во времени под влиянием такого закономерно-изменяющегося фактора, как износ режущего инструмента.
Точностные диаграммы хода технологического процесса
Строятся в координатах: номера заготовок (время обработки) – размеры заготовок (рисунок 29). При этом для большей наглядности и для сокращения длины диаграммы, по одной вертикали откладываются размеры m заготовок группы. Размеры измеряются в процессе обработки.

Рисунок 29 – Точностная диаграмма хода технологического процесса
Порядок построения диаграммы:
-строится линия групповых средних размеров (см. выше);
- подбирается закон изменения средних размеров и по методу наименьших квадратов определяется положение средней линии;
- для каждой совокупности деталей рассчитываются границы мгновенного поля рассеивания.
Мгновенным называется рассеивание, которое имела бы совокупность деталей под воздействием случайных факторов, действующих в данный момент времени без учёта влияния систематических погрешностей.
- наносятся границы мгновенных полей рассеивания и строится кривая мгновенного рассеивания мгн. =6мгн.;
- определяется суммарная погрешность обработки партии заготовок
парт. = мгн. + зак. ,
7.3 Технически достижимая и среднеэкономическая точность обработки
С повышением требований к точности обработки трудоёмкость и стоимость этой обработки увеличиваются. Это связано с тем, что для уменьшения погрешности необходимо использовать более точные станки и инструменты, снижать режимы резания, увеличивать число проходов. Выполнение этой работы требует использования рабочих высокой квалификации с более высокой оплатой труда. Зависимость времени (стоимости) обработки от точности для какого-либо метода описывается следующим уравнением:
![]() ,
,
где То - постоянная, соответствующая минимально возможной для данного метода обработки затрате времени; - суммарная погрешность; А, к - коэффициенты.
Эту зависимость можно условно разделит на три участка (рисунок 30).

Рисунок 29 – Схема к определению среднеэкономической точности обработки
Участок А – область технически достижимой точности метода обработки. На этом участке, затрачивая значительное время и средства, можно получить лишь небольшое повышение точности. о- минимально достижимая для данного метода погрешность обработки. Работа с допусками о <T<А протекает неустойчиво, может привести к браку и является не экономичной.
Участок В- участок гарантированной точности. Здесь при небольшом увеличении времени можно значительно повысить точность. Область значений > Б называют гарантированной точностью метода. Работа на этом участке также не экономична.
Участок Б - участок экономической точности. Данная точность обеспечивается в нормальных производственных условиях и при затратах времени и средств, не превышающих затрат для других способов, сравнимых с рассматриваемым методом.
Погрешность между А и В называется среднеэкономической точностью обработки. Эта точность приведена для различных методов обработки в справочниках и другой литературе.
Нормированные данные по средне-экономической точности определяются на основании эксперимента путём сопоставления нескольких альтернативных методов обработки для получения фиксированной точности. Например: обработка отверстия – сверление 1, растачивание 2 и зенкерование 3 (рисунок 31).

Рисунок 31 – Сравнение методов обработки
График показывает, что для обеспечения точности на участке 1-2 наиболее выгодно растачивание отверстия.
С течением времени, т.е. с развитием технического прогресса, среднеэкономическая точность повышается.