

ТРАНСВУЗ-2015.Часть 3
.pdfРемонт и динамика подвижного состава
передаваемого от клина-натяжителя. Однако это увеличение напряжений не достигло значений, оказывающих влияние на прочность боковой рамы, в соответствии с «Нормами…» [2]. Предложенная модернизация в итоге увеличивает срок службы боковых рам, что подтверждается расчетами, результаты которых приведены в табл. 2.
Таблица 1 Значения напряжений в сечениях существующей и модернизированной
боковых рам при теоретических исследованиях
|
|
|
|
I расчетный режим |
|
|
III расчетный режим |
||||||||||
|
№ |
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
Существую |
Модернизиро |
Относите |
|
Существую |
Модернизиро |
Относите |
|||||||||
|
сече |
|
ванная |
|
льная |
|
ванная |
|
льная |
||||||||
|
ния |
щая боковая |
боковая рама, |
разница, |
|
щая боковая |
боковая рама, |
разница, |
|||||||||
|
|
|
рама, МПа |
МПа |
|
% |
|
|
рама, МПа |
МПа |
|
% |
|||||
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
85,46 |
34,70 |
|
-146,30 |
|
68,73 |
|
70,8 |
|
|
2,92% |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
2 |
|
304,60 |
190,58 |
|
-59,83 |
|
169,97 |
107,6 |
|
-57,96% |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
3 |
|
82,34 |
32,08 |
|
-156,64 |
|
138,3 |
87,02 |
|
-58,93% |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
41,10 |
27,94 |
|
-47,12 |
|
49,2 |
|
50,3 |
|
|
2,19% |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
5 |
|
198,50 |
186,55 |
|
-6,41 |
|
176 |
133,5 |
|
-31,84% |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
6 |
|
29,24 |
61,12 |
|
52,16 |
|
48,53 |
48,86 |
|
0,68% |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
7 |
|
262,02 |
262,01 |
|
0,00 |
|
164,5 |
163,8 |
|
-0,43% |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
8 |
|
286,00 |
280,90 |
|
-1,82 |
|
165,9 |
168,4 |
|
1,48% |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2 |
|
Расчетный срок службы существующей и модернизированной боковых рам |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||
|
№ |
|
|
I расчетный режим |
|
III расчетный режим |
|||||||||||
|
сече |
|
|
|
|
|
|
|
|
|
|||||||
|
|
Существующая |
Модернизирован |
|
Существующая |
Модернизирова |
|||||||||||
|
ния |
|
|
|
ная боковая |
|
|
нная боковая |
|||||||||
|
|
|
боковая рамы, |
|
|
боковая рамы, |
|
|
|||||||||
|
|
|
|
|
рама, |
|
|
|
|
рама, |
|||||||
|
|
|
|
циклов |
|
|
циклов |
|
|
|
|||||||
|
|
|
|
|
циклов |
|
|
|
|
циклов |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
1 |
|
|
208 500 |
|
293 100 |
|
|
1 000 000 |
|
|
|
1 000 000 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
2 |
|
|
7 075 |
|
14 320 |
|
|
300 009 |
|
|
|
470 985 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таким образом, введение устройства в виде подбуксовой скобы в конструкцию боковой рамы позволяет увеличить срок службы боковой рамы, а именно:
60

ТРАНСВУЗ – 2015
по I расчетному режиму, в наружном углу буксового проема в 1,4 раза, во внутреннем углу – в 2 раза;
по III расчетному режиму во внутреннем углу – в 1,5 раза.
Список литературы
1.Критерии браковки литых деталей тележек грузовых вагонов модели 18-100 и их аналогов в эксплуатации / Руководящий документ. ОАО «РЖД»,
М., 2013. 7 с.
2.Нормы для расчета и проектирования грузовых вагонов железных дорог МПС колеи 1520 мм (несамоходных) / ВНИИВ-ВНИИЖТ. М., 1996. 318 с.
3.Лукин, В. В. Расчет боковой рамы и надрессорной балки тележки грузового вагона методом конечных элементов / В. В. Лукин, А. О. Бельский // Известия Транссиба / Омский гос. ун-т путей сообщения. Омск. 2013. 1(13). С. 7 – 11.
4.Ахмеджанов, Р. А. Об уточнении оценки напряженнодеформированного состояния боковой рамы тележки грузового вагона. Межвуз. темат. сб. науч. тр. / Р. А. Ахмеджанов / Омский гос. ун-т путей сообщения. –
Омск, 2013.
УДК 629.45/46
А. А. Ражковский, С. В. Трубников, А. В. Куратов
ПОВЫШЕНИЕ ДОЛГОВЕЧНОСТИ ФРИКЦИОННОГО КЛИНОВОГО ГАСИТЕЛЯ КОЛЕБАНИЙ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ С ПЕРЕМЕННОЙ СИЛОЙ ТРЕНИЯ
В статье предложен выбор материала для фрикционного клина и фрикционной планки гасителя колебаний тележки грузового вагона на основе вывода уравнения регрессии
ипостроения по нему контурных кривых поверхности равного отклика.
Спомощью программы SolidWorks V12 проведен опыт по нагружению трех фрикционных клиньев заданной силой и по значению предела прочности для стали выбрана марка стали.
61

Ремонт и динамика подвижного состава
Повышение массы вагонов и скорости движения приводит к возрастанию динамических сил действия вагона на железнодорожный путь. Эти силы вызывают повышенный износ и повреждение деталей и узлов тележки, которые увеличивают силы взаимодействия между колесом и рельсом. Изменяется в худшую сторону плавность хода вагона и это влияет на сохранность перевозимого груза.
Одним из основных узлов грузового вагона влияющих на снижение колебаний вагона является рессорное подвешивание с клиновыми фрикционными гасителями колебаний. Тележка грузового вагона модели 18100 имеет два фрикционных клина, которые размещаются между наклонными поверхностями надрессорной балки и вертикальными фрикционными планками. В процессе эксплуатации происходит интенсивный износ вертикальной и наклонной поверхности клина и фрикционной планкой. Это приводит к уменьшению и снижению сил трения, которые увеличивают горизонтальные и вертикальные колебания вагона. Происходит увеличение динамической нагрузки на колесо и путь, уменьшает фрикционные связи надрессорной балки и боковой рамы тележки, а это в свою очередь приводит к вилянию тележки и увеличению поперечных колебаний вагона при движении на прямых участках. Оценка качества и эксплуатационные испытания на экспериментальном кольце ОАО «ВНИИЖТА» опытных фрикционных клиньев показали, что объемная закалка серийной стали 20ГЛ для изготовления клиньев в литом и нормализованном состоянии нецелесообразна (1).
Для выбора материала для изготовления клиньев были проанализированы существующие марки сталей и по основным показателям (2) выбраны три марки сталей 35Г; 35ГС; 55С2. Испытания проводились на установке (3).
Во многих случаях целью исследования является получение математического описания изучаемого процесса, часто из-за сложности процесса или малого объема информации неизвестную зависимость исследуемой величины от k независимых факторов представляют полиномом вида:
0 i xi |
|
il xi xl ii xi2 ... |
(1) |
1 i k |
1 i l k |
1 i k |
|
62

ТРАНСВУЗ – 2015
В этом случае необходимо определить коэффициенты уравнения и оценить их значимость. По результатам ответов можно определить только выборочные коэффициенты регрессии b0, bi, bil, bii, которые являются лишь оценками теоретических коэффициентов o, i, il, ii,... полинома, как в формуле (1). Уравнение регрессии, полученное по результатам опытов, имеет вид:
y b |
|
|
b x |
|
b |
x x |
|
b x2 |
... |
(2) |
0 |
|
1 i k |
i i |
1 i l k |
il |
i l |
1 i k |
ii i |
|
|
где y – выборочная оценка функции отклика или эксперимент, представленный дробной репликой 2k-p, где p – число эффектов взаимодействия, замененных новыми переменными. По результатам опытов, выполненных согласно этим планам, находим коэффициенты линейного уравнения регрессии. Если это уравнение окажется неадекватным, то находим коэффициенты регрессии при эффектах взаимодействия факторов. Если уравнение регрессии с учетом взаимодействия факторов окажется также неадекватным, то выполненные ранее опыты дополняем в “звездных” точках с плечом и опытами в центре плана, число которых равно n0. Число опытов в “звездных” точках равно 2k. По результатам опытов, выполненных согласно плану 2k или 2k-p и дополнительным опытом в “звездных” точках и в центре плана, оценивают коэффициенты полинома второго порядка. Следует отметить, что полиномом второго порядка часто удается описать исследуемый процесс. В случае неадекватности полинома второго порядка переходят к планированию полинома третьего порядка и описывают исследуемый процесс полиномом третьей степени.
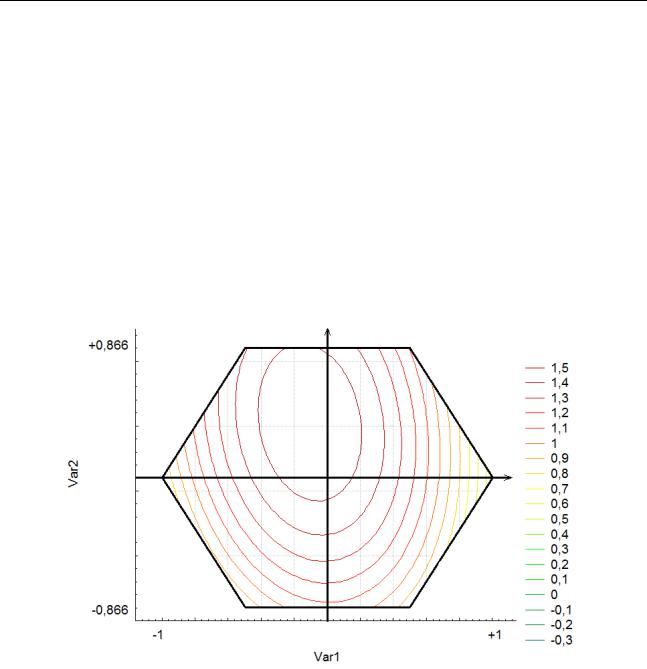
Поскольку в нашем случае процесс поверхностного деформирования содержит два главных фактора (нагрузка и скорость движения), то рациональным является план типа правильного шестиугольника с числом центральных точек n 0≥1 (рис. 1). По результатам опытов, выполненных согласно этому плану, можно определить коэффициенты уравнения:
y b0 |
b1x1 b2 x2 |
b12 x1x2 |
b11x12 |
b22 x2 |
2 |
(3) |
Таким образом, уравнение регрессии имеет вид: 35 г
63
Ремонт и динамика подвижного состава
y 0, 09 0, 0233 x1 0, 0462 x2 0.02 x12 0, 0115 x1 x2 0, 0333 x22
Переход от координированных значений переменных к натуральным осуществляется по формулам [4].
Уравнение регрессии в кодовых значениях варьируемых параметров стало иметь вид: 35гс
y 0, 07 0, 0396 x1 0, 0179 x2 0, 0004 x12 6,30 x1 x2 0, 0001 x22 .
Уравнение регрессии в кодовых значениях варьируемых параметров стало иметь вид: 55с2
y 0, 07 0, 0396 x1 0, 0179 x2 0, 0004 x12 6,30 x1 x2 0, 0001 x22 .
Рис. 1. Контурные кривые поверхности равного отклика при испытании стали
55С2
Обработка результатов эксперимента проводилась аналогично предыдущей и сводилась к определению значимости модели на адекватность.
После проведенных опытов, при скорости 99,8 км/ч наилучший показатель 71,9 тонн. Из этого расчета мы можем применить максимальную нагрузку в 70 тонн. При расчете нагрузки на одну планку выходит суммарная
64
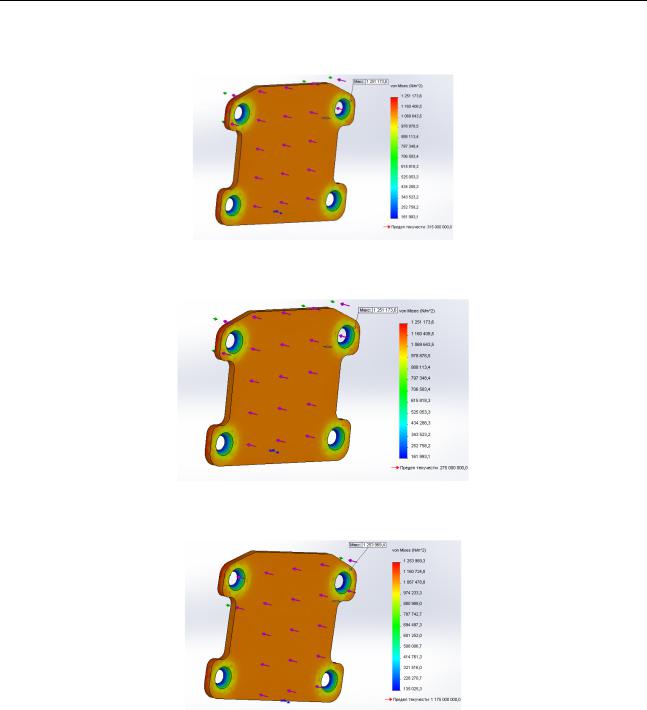
ТРАНСВУЗ – 2015
нагрузка в 8 тонн. С помощью программы SolidWorks V12 мы можем провести опыт по нагружению трех планок с заданной силой (рис. 2-4).
Рис. 2. Предел прочности для Стали 35Г
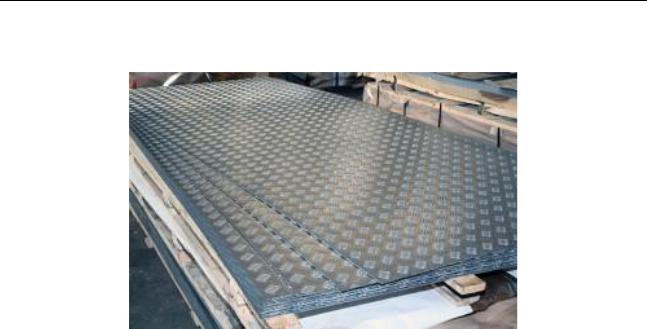
Рис. 3. Предел прочности для Стали 35ГС
Рис. 4. Предел прочности для Стали 55С2
Из данного исследования, при наложении нагрузки, Сталь 35 имеет предел текучести 275 МПа, Сталь 35ГС равной 340 МПа, Сталь 55С2 составляет 1175 МПа. Сравнив три марки, наилучший показатель имеет Сталь 55С2.
65

Ремонт и динамика подвижного состава
Список литературы
1.Борщ, Б. В. Повышение долговечности фрикционных клиньев гасителей колебаний тележек грузовых вагонов. / Б. В. Борщ. – Диссертация,
Москва 153 с., 2009.
2.Марочник сталей и сплавов: 2-е издание доп. и исправ. / А. С. Зубченко. – М: Машиностроение, 2003 г., 784 с.
3.Патент на полезную модель 151207. Устройство для имитации работы фрикционного гасителя колебаний с переменной силой трения.
4.Зедгинидзе, И. Г. Планирование эксперимента для исследования многокомпонентных систем / И. Г. Зедгинидзе. – М.: "Наука", 1976. 390 с.
УДК 629.463
А. Д. Карку
ИССЛЕДОВАНИЕ ВОЗМОЖНОСТИ КОНСТРУКЦИИ ДВУХЪЯРУСНОГО КРЫТОГО ВАГОНА ДЛЯ ПЕРЕВОЗКИ АВТОМОБИЛЕЙ И РАСШИРЕНИЕ ЕГО КОНСТРУКЦИОНЫХ ОСОБЕНОСТЕЙ
Работа состоит из пяти частей. В первых трех частях проведен анализ рифленых алюминиевых листов. В четвертой части рассмотрены конструкции сэндвич панелей и применение их в конструкции железнодорожных вагонов. В пятой части применение выше упомянутых материалов в конструкции двухъярусного крытого вагона для перевозки автомобилей.
1. Рифленый лист алюминия представляет собой.
Описываемый металлопрокат в соответствии с ГОСТ 21631 представляет собой прямоугольные плоские изделия, на поверхности которых присутствует выпуклое изображение, сформированное выступами, располагающимися по отношению друг к другу под определенным углом. Данные выступы называют рифлями (иногда канавками или желобами). Именно они изображены на
66
ТРАНСВУЗ – 2015
рис. 1 в сочетании с небольшим весом листов и придают прокату уникальные свойства.
Рис. 1. Гофрированный алюминиевый лист
По числу канавок рифленый алюминиевый лист причисляется к одному из трех видов. Если на его поверхности имеется пять рифлей, прокат называют квинтетом, две рифли дуэтом, одна даймондом.
Размеры листов по указанному выше ГОСТ варьируются в следующих пределах:
-длина от 200 до 600 сантиметров;
-ширина от 100 до 150 сантиметров;
-толщина (обратите внимание этот показатель не учитывает высоту
выпуклостей алюминиевого проката) не более 4 миллиметров (минимум 1,5 миллиметра).
Вес алюминиевых листов (теоретическая масса погонного метра) рассчитывается по специальной формуле. Она учитывает наибольшие и наименьшие геометрические параметры изделия по толщине и ширине, величину плотности сплава алюминия, из которого изготавливают листы. На практике вес рифленого проката разных типов по ГОСТ высчитывают следующим образом:
-прибавляют к максимальной минимальную толщину листа и делят полученную сумму на два;
-прибавляют к максимальной ширине минимальный ее показатель и снова делят на два полученную сумму;
67

Ремонт и динамика подвижного состава
-перемножают эти два числа;
-произведение умножают на величину плотности алюминиевого сплава и на 10 в минус третьей степени.
Если рассчитывается вес листов из сплавов В95, В95-2 и В95-1, их плотность принимается равной 2,85 г/кубический сантиметр. При определении веса рифленого проката из других алюминиевых сплавов применяется специальный переводной коэффициент. Он равняется (данные из ГОСТ 21631):
-0,947 для сплава АВ;
-0,937 для АМг3;
-0,926 для АМг6;
-0,94 для АМг2;
-0,95 для АМг5.
Переводной коэффициент:
-для составов Д1, Д12 и Д16 находится в пределах от 0,954 до 0,982;
-для сплава АКМ он равняется 0,97;
-АМцС, АМц и ММ – 0,958;
-для 1915 – 0,972.
Таким образом, зная ширину и толщину листов, а также конкретную марку алюминиевого сплава, высчитать вес готового проката совсем несложно.
2. Технология производства рифленых алюминиевых изделий.
Все листы, которые представлены на фото к этой статье, вне зависимости от количества рифлей на их поверхности, производятся прокаткой (горячей или холодной). По ГОСТ горячая прокатка применяется в тех случаях, когда требуется получить изделия толщиной от 3 до 4 миллиметров. А вот холодная технология обычно используется для изготовления тонкого проката.
Производство листов происходит по следующей схеме:
-отливаются 3 тонные алюминиевые слитки;
-выполняются разнообразные подготовительные операции;
-производится горячая прокатка, за которой может следовать холодная. После этого изделия подвергаются термообработке и отделочным
процедурам. Способы термической обработки и отделки готовой продукции различны. Они зависят от того, из каких сплавов, разрешенных ГОСТ, осуществляется производство рифленых изделий.
68
ТРАНСВУЗ – 2015
Чаще всего рифленые изделия выпускают из алюминиевых сплавов марок АМц и АМг. Они обладают отличными антикоррозионными свойствами, поэтому листы из них используются во всех отраслях, где данная характеристика имеет первостепенное значение (пищевая промышленность, строительная сфера). Сплавы АМц, кроме того, без проблем деформируются и легко соединяются сваркой при помощи электродов по алюминию в соответствии с рис. 2, имеют небольшой вес и превосходные механические показатели.
Рис. 2. Электроды по алюминию
Отметим, что сплавы магния и алюминия термообработке не подвергаются. В связи с этим повышение их прочностных показателей производят при помощи холодной нагартовки. Данная методика несколько уменьшает пластичность листов, но зато существенно увеличивает их твердость.
3. Где применяется рифленый лист из алюминиевых сплавов.
Сфера использования алюминиевого проката с рифлями очень широка, что обусловлено его великолепными физико-химическими и эксплуатационными показателями. Такие листы имеют далее указанные достоинства:
-элегантный внешний вид;
-высокая степень антикоррозионной защиты;
-малый вес;
-повышенная шероховатость (отличные противоскользящие характеристики);
-экологическая безопасность;
69