

ТРАНСВУЗ-2015.Часть 3
.pdfРемонт и динамика подвижного состава
Микропроцессорное ядро тактируется частотой до 12.58 МГц с выхода программно-управляемого делителя встроенной системы ФАПЧ, работающей от кварцевого резонатора 32768 Гц, Микропроцессорное ядро программно совместимо с микроконтроллером Intel 8051, отличаясь от последнего увеличенной в 12 раз производительностью за счет реализации одноциклового ядра.
Рис. 2. Структурная схема ADuC847
Устройство содержит 62КБ внутренней неразрушаемой Flash/EE памяти программ, 4КБ внутренней неразрушаемой Flash/EE памяти данных и 2304Б внутренней памяти данных с произвольным доступом (RAM), что позволяет обеспечить выполнение достаточно сложных алгоритмов обработки тензосигналов и реализацию беспроводных интерфейсов при работе в составе
90
ТРАНСВУЗ – 2015
информационно-измерительной системы. Интегрированный загрузчик позволяет производить загрузку программ в устройство через последовательный порт (UART) в сочетании с возможностью отладки прикладных программ системы через единственный внешний вход ЕА.
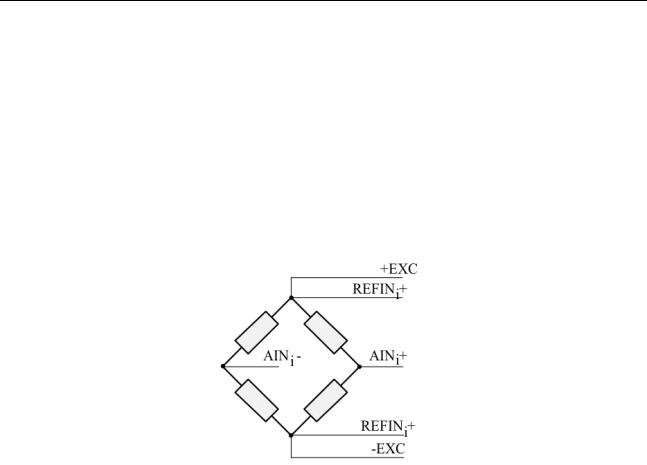
Аналоговые входы ADuC847 можно конфигурировать как четыре/пять полных дифференциальных канала или восемь/десять псевдодифференциальных канала с одним общим входом AINCOM. Это делает возможным организацию логометрической измерительной структуры [4] с четырехпроводным или шестипроводным подключением тензодатчика (рис. 3.).
Рис. 3. Схема тензодатчика
Четырехпроводная схема подключения удобна в использовании, когда отсутствует необходимость изменения длин кабелей тензодатчиков, а также когда не нужна температурная компенсация изменения сопротивления питающего кабеля, вызванного изменением температуры окружающей среды. Весьма высокими метрологическими характеристиками обладает 6-ти проводная схема подключения, полностью компенсирующая влияние изменения сопротивления кабеля питания на функцию преобразования под воздействием изменения параметров окружающей среды [5].
На входе АЦП можно программным способом разрешить буферизацию, а так же выбрать один из восьми масштабирующих коэффициентов передачи в диапазоне входных сигналов от ±20мВ до ±2.56В.
Для осуществления работы без пропуска кодов на 24-х разрядах (частота преобразования 20Гц, стабилизирующий прерыватель включен) АЦП построен в виде сигма-дельта преобразователя.
91

Ремонт и динамика подвижного состава
Сигма-дельта модулятор такого АЦП преобразует выборку входного напряжения в последовательность выходных импульсов, в скважности которой заключена цифровая информация о входном аналоговом напряжении. Для получения требуемой программируемой частоты преобразования на выходе и выполнения низкочастотной фильтрации на выход модулятора устанавливается программируемый НЧ фильтр с переходной характеристикой вида (Sinc3). Аналоговая часть АЦП имеет два режима работы: с разрешенным и запрещенным стабилизирующим прерывателем (CHOPPER).
Источник опорного напряжения [6], входящий в состав ADuC847, не обладает приемлемыми метрологическими характеристиками, в силу чего целесообразно применение отдельного источника опорного напряжения, дополненного мостом из четырех аналоговых ключей, обеспечивающих смену знака питающего тензодатчик тока для компенсации паразитных термоэлектродвижущих сил в соответствии с принятым алгоритмом преобразования [7].
Экранирование измерительных проводов в соответствии с рекомендациями [8] не выявило существенного повышения точности преобразования.
Для организации беспроводного интерфейса применен однокристальный модуль приемопередатчика nRF24L01 фирмы Nordic Semiconductor [9], работающий в диапазоне частот 2.4 ГГц и подключенный к ADuC847 через аппаратный интерфейс SPI. Дальность передачи измерительной информации между однотипными модулями составила более 25 м при использовании «печатных» антенн, рекомендованных в технической документации на модули.
В качестве элемента питания применен литий-железо-фосфатный аккумулятор.
Экспериментальные исследования изготовленного макетного образца преобразователя подтвердили корректность теоретических предпосылок и показали пригодность разработанного устройства для измерения нагрузок в процессе испытаний тележек грузовых вагонов.
Авторы выражают благодарность службе технической поддержки фирмы Analog Devices, Inc. за любезно предоставленные технические образцы интегральных микросхем и техническую документацию на применение
92

ТРАНСВУЗ – 2015
аналого-цифровых преобразователей для проведения экспериментальных исследований.
Список литературы
1.Сайт «ОАО ВНИИЖТ» [Электронный ресурс]. URL: http://www.vniizht.ru/?id=260.
2.Сайт «Analog Devices» [Электронный ресурс]. URL: http://www.analog.com/ru
3.Bryan, J. M. Sigma-delta measurement ADCs / J. M. Bryan // Practical design techniques for sensor signal conditioning. - Analog Devices Inc., 1999. - P.
8.16-8.34.
4.Орнатский, П. П. Теоретические основы информационноизмерительной техники / П. П. Орнатский – Киев: Вища школа, 1983. – 455 с.
5.Орнатский, П. П. Автоматические измерения и приборы / П. П. Орнатский – Киев: Вища школа, 1986. – 504 с.
6.Miller, P. Precision voltage references / P. Miller //Texas Instruments Incorporated. Analog Applications Journal. – P.1-4.
7.Щелканов, А. И. Структурные методы синтеза измерительных схем портативных цифровых микроомметров / Н. В. Пашкова, А. И. Щелканов // Приборы и методы измерений, контроля качества и диагностики в промышленности и на транспорте: Материалы Всероссийской науч.-техн. конф. с междунар. участием (21-22 нояб. 2013г.) / Редкол.: Омск: Изд-во ОмГУПС
2013. - C.264-269
8.Отт, Г. Методы подавления шумов и помех в электронных системах/ Г. Отт – М.: Мир, 1979.- 318 с.
9.Сайт «Nordic Semiconductor» [Электронный ресурс]. URL: http://www.nordicsemi.no
93

Ремонт и динамика подвижного состава
УДК 629.45:46.004
А. В. Смольянинов, В. С. Смольянинов
РАЗМЕРНЫЕ РАСЧЕТЫ ПРИ ВОССТАНОВЛЕНИИ ГЕОМЕТРИИ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ
В статье приведен современный подход к вопросам восстановления деталей тележек грузовых вагонов на основе размерных цепей. Приведена размерная схема тормозной цепи грузового вагона и выполнены расчеты хода штока тормозного цилиндра для трех различных случаев состояния деталей.
Анализ состояния деталей тележек грузовых вагонов, поступивших в ремонт, показывает, что, как правило, их рабочие поверхности имеют значительный по величине и неравномерный по характеру износ.
Ремонт таких деталей в условиях депо сводится к восстановлению изношенных поверхностей с доведением их размеров либо до чертежных, либо до ремонтных значений.
Описанные в литературе и приведенные в типовых технологических процессах технологии не содержат конкретных рекомендаций на восстановление изношенных поверхностей, которые обеспечили бы весь спектр показателей качества: правильность геометрических форм и взаимного положения базовых и исполнительных поверхностей деталей и взаимного положения деталей в сборочной единице и узле и др.
Наращивание слоев металла на изношенные поверхности и задание им соответствующих свойств и положения в пространстве (механическая обработка в существующих технологиях) распределены во времени и в пространстве, что является одной из основных причин появления погрешностей.
В тоже время, вся технология направлена, как правило, на устранение следствия (например, износов) без устранения причин.
Одной из причин следует считать низкую износостойкость восстановленных поверхностей. Однако в этом направлении появилось много новых технологий. Эффективны технологии наплавки легированными
94

ТРАНСВУЗ – 2015
проволоками или стальными проволоками с защитой зоны горения дуги легированными флюсами, индукционно-металлургический способ восстановления и др.
Одним из примеров одностороннего подхода к вопросу ремонта деталей тележек грузовых вагонов является ремонт колесных пар. На основании анализа литературных данных установлено, что причиной интенсивного и неравномерного износа поверхностей катания колес и их гребней является перекос осей колесных пар тележек из-за неправильного подбора боковых рам, а именно, рам, имеющих различные размеры между наружными гранями буксовых челюстей. Этот перекос способствует «наезду» одного из гребней колес на головку рельса, неустойчивости движения колесных пар по рельсам и, как следствие, – их интенсивному взаимному износу.
Обследование значительного количества тележек вагонов, поступивших в ремонт в Омские вагонные депо, показало, что большинство колесных пар имеют неравномерный износ гребней по колесам
Таким образом, напрашивается вывод: устранение значительного по величине и одностороннего по характеру износа гребней колесных пар – недостаточное мероприятие при их ремонте. Это устранение следствия.
Первичным признаком дефектности следует считать искажения геометрии тележки, а следствием – «наезд» колеса своим гребнем на боковую поверхность головки рельса и связанный с этим износ гребня.
Конечно же, подбор идентичных по размерам боковин тележек при сборке решило бы многие вопросы. Однако это практически исключено в ремонтном производстве. Даже если отбросить вероятность нарушения технологии ремонта, требующей именно такого подхода, то можно найти и объективные причины. При наличии шести градаций размеров боковин появляются серьезные препятствия в использовании методов взаимозаменяемости при сборке. Использование же метода селективной сборки требует наличия значительного технологического запаса отремонтированных боковин широкого диапазона типоразмеров.
Куда более эффективным представляется метод пригонки при комплектовании тележки парами боковин. Причем пригонку можно совместить с производством ремонтных восстановительных операций.
95
Ремонт и динамика подвижного состава
Эффективным с теоретической точки зрения методом подбора сборочных комплектов может быть размерный анализ размерных цепей тележки вагона с выходом на обоснование технологий размерной обработки или, в идеальном случае, на технологии восстановления, исключающие механическую обработку деталей.
Другим ярким примером одностороннего подхода к вопросу ремонта деталей тележек грузовых вагонов является ремонт деталей рычажной передачи тормозной системы вагона.
С целью решения технологической задачи, связанной с обеспечением сборки и регулировки рычажной передачи тормозной системы вагона в данной статье рассмотрены размерные цепи тормозной рычажной передачи (ТРП).
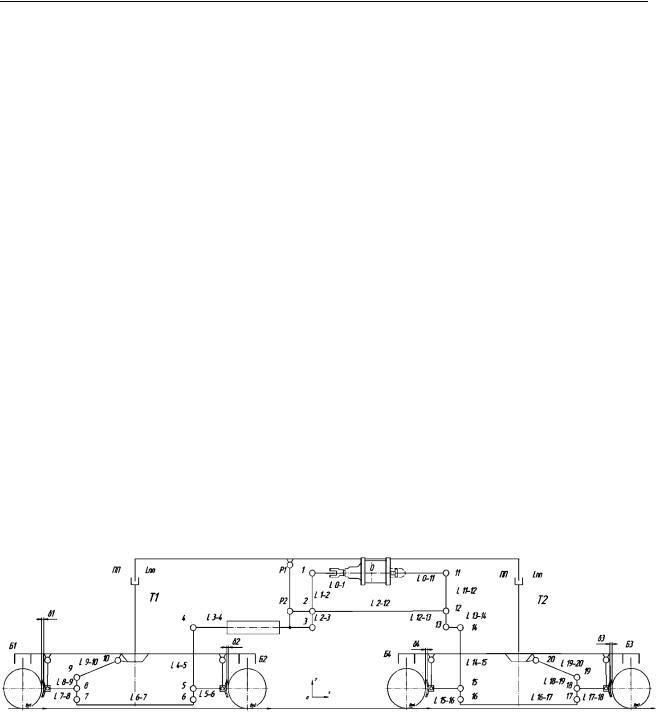
Для упрощения решения задачи размерная цепь ТРП будет представлена на плоскости (см. рис. 1).
Расчет значения (выход штока тормозного цилиндра – ТЦ) необходимо вести последовательно от штока ТЦ к каждой тормозной колодке (или паре колодок при симметричной рычажной передаче), а затем полученные передаточные числа сложить и получить общее передаточное число для рычажной передачи. При этом будем условно считать, что для расчета L01 от хода i-ой колодки остальные неподвижны.
Рис. 1. Размерная схема тормозной цепи грузового вагона
При явной симметрии рычажной передачи по отношению отдельным тормозным колодкам (или парам колодок) расчеты можно не проводить, получив конечный результат умножением найденного применительно к первой колодке на число колодок (или их пар).
96

ТРАНСВУЗ – 2015
Таким образом, ход штока тормозного цилиндра для экипажной части вагона находится по формуле:
L |
1 |
|
|
|
L1 2 L2 3 |
|
|
|
|
L1 2 |
|
|
|
L1 2 |
|
|
|
L4 5 L5 6 |
|
|
L4 5 L5 6 |
|
||||||||||||||||||
|
|
|
|
|
3 L |
4 L |
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||
0 |
1 |
|
2 |
|
|
L |
3 |
|
|
|
|
|
|
|
|
|
2 |
|
L |
|
|
5 |
|
L |
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
2 3 |
|
|
|
|
|
|
|
2 3 |
|
|
|
|
|
5 6 |
|
|
|
|
5 6 |
|
|
|||||
|
|
|
L4 5 |
|
|
|
L4 5 |
|
|
|
|
L7 8 L8 9 |
|
|
|
|
|
L7 8 L8 9 |
Á |
L7 8 L8 9 |
|
|
|
(1) |
||||||||||||||||
6 |
|
7 |
|
8 |
|
1 |
|
|
|
|
ïï |
|||||||||||||||||||||||||||||
|
|
L |
|
|
|
L |
|
|
L |
|
|
|
|
|
|
L |
|
1 |
|
|
L |
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
5 6 |
|
|
|
|
5 6 |
|
|
|
|
|
7 8 |
|
|
|
|
|
|
|
|
|
7 8 |
|
|
|
|
|
7 8 |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
L |
|
|
L1 2 |
L |
|
|
L4 5 |
L |
|
L4 5 L5 6 |
, |
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
0 1 L |
|
|
3 4 |
L |
|
|
|
|
|
|
3 4 |
|
L |
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 3 |
|
|
|
|
5 6 |
|
|
|
|
|
5 6 |
|
|
|
|
|
|
|
|
|||||||
где: |
1, 2, … n – зазоры в шарнирах 1, 2, … n рычажной передачи; |
|
|
|||||||||||||||||||||||||||||||||||||
пп – зазор между пятником и подпятником;
δ1, δ2, … δn – зазоры между колесами и колодками;
Б1, Б2, … Бn – зазоры между буксами и челюстными проемами боковых
рам;
L1-2, L2-3, …Ln-m – длины плеч рычагов между соответствующими шарнирами.
Определив все необходимые зазоры в рычажной передаче, длины рычагов, а также зазоры в тележке грузового вагона проведем необходимые расчеты для трех различных случаев.
Первый случай. Рассчитаем значение хода штока тормозного цилиндра при условии отсутствия зазоров в шарнирах, между буксами и челюстями, и между пятником и подпятником. Значения зазоров тормозных колодок с колесами и параметры рычагов ТРП принимаем из технологической документации. Значения зазоров между тормозными колодками и колесами равны 9 мм.
Для выполнения расчетов необходимо знать длины плеч рычагов и значения зазоров. Значения зазоров при эксплуатации следует принять по статистическим данным депо ВЧД-3, длины рычагов соответствуют данным из технологической документации ТРП (табл. 1).
После подстановки численных значений в формулу (1) получим значение вылета штока, которое составило: –36,2 мм.
Отметим, что полученное значение имеет отрицательный знак, что говорит о том, что шток перемещается в противоположную сторону относительно указанных осей координат.
97

Ремонт и динамика подвижного состава
Второй случай. Значение вылета штока тормозного цилиндра без учета зазоров в грузовой тележке (букса – буксовый проем, пятник – подпятник), но при условии наличия зазоров в шарнирах, составит: –54,28 мм.
|
|
|
Таблица 1 |
|
Исходные значения |
|
|
|
|
|
|
Параметр |
Значение, мм |
Параметр |
Значение, мм |
|
|
|
|
1, 2, 3, 5, 8 |
4,20 |
L7-8 |
160 |
|
|
|
|
4, 6, 7 |
3,50 |
L8-9 |
400 |
|
|
|
|
L1-2 |
195 |
δ1, …., n |
9 |
|
|
|
|
L2-3 |
305 |
Б1, …, n |
40 |
|
|
|
|
L4-5 |
400 |
пп |
30 |
|
|
|
|
L5-6 |
160 |
|
|
|
|
|
|
Третий случай. Произведем расчет вылета штока с учетом всех параметров входящих в общую формулу (1). При учете всех зазоров значение вылета штока тормозного цилиндра составит: –232,44 мм.
Таким образом, напрашивается вывод, что на основании приведенных расчетов и при рассмотрении третьего случая, учитывающего износа элементов тормозной системы и элементов тележки грузового вагона, вылет штока ТЦ от максимально допустимого значения при эксплуатации грузовых вагонов превышает на 82,44 мм. Это указывает на случай, когда торможение будет не возможно.
При проведении расчетов учитывался равномерный износ элементов тележки и элементов тормозной системы. Расчеты также показывают, что в экстремальном случае компенсации износов ТРП авторегулятором не произойдет. То есть при некоторых экстремальных случаях тормозная система, по крайней мере, не эффективна.
Список литературы
1. Смольянинов, В. С. Обоснование пути повышения надежности тормозной системы грузовых вагонов / В. С. Смольянинов, П. В. Смольянинов, В. А. Четвергов // Известия Транссиба/ Омский гос. ун-т путей сообщения. –
Омск, 2012. - №1(9). – С. 42 – 50.
98

ТРАНСВУЗ – 2015
2. Смольянинов, А. В. Размерные расчеты тормозной рычажной передачи грузового вагона как метод обоснования путей повышения качества ремонта / А. В. Смольянинов, П. В. Смольянинов // Известия Транссиба / Омский гос. ун- т путей сообщения. – Омск, 2012. - №2(10). – С. 27 – 36.
УДК 621.384.8
А. А. Кузнецов, А. С. Брюхова
СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА ДЕТАЛЕЙ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА С ИСПОЛЬЗОВАНИЕМ АВТОМАТИЗИРОВАННЫХ СИСТЕМ СПЕКТРАЛЬНОГО АНАЛИЗА
В статье рассмотрены способы получения отливок, связанные с корректировкой методики расчета шихты в процессе изготовления материалов, применяемых для изготовления деталей на железнодорожном транспорте. Показаны преимущества спектрального анализа материалов для решения поставленной задачи. Разработан алгоритм и структурная схема системы для производства материалов, с реализацией обратной связи совместной работы программы расчета шихты, получаемых материалов, с программной средой спектрометра по измерению состава и свойств новых материалов.
Железнодорожный транспорт играет значительную роль в организации сообщений между городами и странами, в связи с чем к нему предъявляются особые требования. Подвижной состав должен быть всегда в исправном состоянии, ведь от этого зависит безопасность пассажиров.
Качественные детали – одно из главных условий безопасной и бесперебойной работы железнодорожного транспорта. Основная часть деталей на железнодорожном транспорте изготавливается литейным производством. Литейное производство обеспечивает получение сложных по геометрии и конфигурации литых заготовок с внутренними полостями, что не всегда возможно выполнить иными способами получения заготовок.
Литые несущие элементы тележек грузовых вагонов, рамы боковые и балки надрессорные являются особо ответственными деталями грузовых вагонов, в процессе эксплуатации которые воспринимают существенные нагрузки. Низкое качество литых деталей тележек и выпускаемой
99