

1.14. Обоснование выбора средств транспортировки изделия
Для транспортировки чашки дифференциала используется подвесной конвейер т.к. деталь не большая по габаритам, но тяжелая.
Подвесной конвейер служит для непрерывного транспортирования штучных грузов (иногда насыпных грузов в таре) по замкнутому контуру сплошной пространственной трассы. Подвесным конвейер называется потому, что перемещаемые им грузы находятся на подвесках, движутся по подвесному пути.
Благодаря подвесной гибкости пути конвейер может обслуживать большое количество транспортно технологических операций в одном или нескольких цехах.
Путь конвейера можно опустить вниз до необходимого уровня в местах загрузки и разгрузки.
.
1.15. Описание плана расположения оборудования
На
участке обработки чашки дифференциала
левой устанавливается 8 станков, пункты
контроля, а так же стол для сборки. Исходя
из этого определяем ориентировочную
площадь участка
 .
Размеры площади участка уточняются
расстановкой оборудования при планировке.
.
Размеры площади участка уточняются
расстановкой оборудования при планировке.
Оборудование на участке расположено по ходу технологического процесса вдоль пролета с накопителем.
Связь между всеми видами оборудования осуществляется подвесным конвейером, предназначенными для транспортировки деталей.
2. Конструкторская часть
2.1. Режущий инструмент
При производстве чашки дифференциала основная часть обработки приходится на токарную и агрегатно-сверлильную.
При получение используются следующие виды резцов.
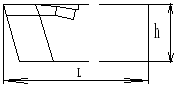
Токарные резцы.
Токарные резцы предназначены для обработки наружных и внутренних поверхностей. Они применяются для обработки поверхностей (межторцовая поверхность), цилиндрических и фасонных (конус), нарезания резьбы и т.д.
Выполнение различных работ резцами на станках токарных групп.
Есть Прямые резцы и Отогнутые резцы.
|
|
|


Виды токарных резцов.
|
Наружное обтачивание | |
|
|
|
|
Подрезание уступа.
|
Прорезание канавки.
|
|
Обтачивание радиусной галтели.
|
Растачивание отверстия.
|






Резцы с твердосплавными пластинами – Т15К6
Чашка дифференциала корпусная деталь содержащая большое количество крепежных и технологических отверстий, исходя из этого в технологическом процессе большое место занимает агрегатно-сверлильные операции.
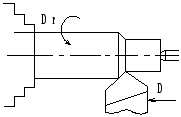
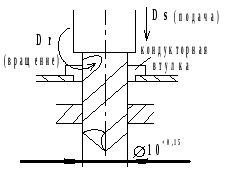
Свёрла предназначены для сверления отверстий в сплошном материале, для рассверливания уже имеющихся отверстий, для сверления конических углублений, например, для центров.
Наиболее применимы спиральные свёрла.
|
|
Соотношение длины и диаметра не более 5/1. Если более чем 5/1, то возникают трудности с эвакуацией стружки. Свёрла используются для обработки отверстий под зенкерование, развёртывание, нарезание резьбы метчиком.
| |
|
|
Отличие сверления от других операций: на поперечной режущей кромке Vрезания=0.
| |
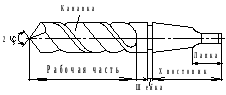
Зенкеры широко распространены в машиностроении, особенно в крупносерийном и массовом производстве. Зенкерами обрабатывают более точные отверстия после сверления (потом развёртка).
В технологическом процессе изготовления отверстий зенкеры имеют промежуточное значение между сверлом и развёрткой, соответственно производится и его конструктивное оформление.
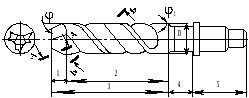
1-режущая или заборная часть;
2-калибрующая часть;
3-рабочая часть;
4-шейка;
5-хвостовик.
Длина режущей части 1 зависит от глубины резания, калибрующая часть 2 придаёт правильное направление зенкера. Хвостовик 5 служит для закрепления зенкера в станке.
Зенкер не работает в сплошном материале (предназначен для обработки отверстий) следовательно, отпадает необходимость в оформлении заострённой вершины с поперечной кромкой. Это обеспечивает зенкеру лучшие условия резания на всём протяжении режущей кромки.
Развёртка предназначена для изготовления более точных отверстий и обеспечивает высокое качество обрабатываемых материалов.
Развёртка состоит из режущей, калибрующей частей, шейки и хвостовика.
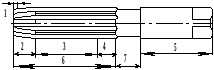
1 - направляющий конус;
2 – режущая часть;
3 – калибрующая часть;
4 – обратный конус;
5 – хвостовик;
6 – рабочая часть;
7 – шейка.
Калибрующая часть служит для направления инструмента и используется, как запас на переточку. Она обеспечивает заданную форму отверстия, его точные размеры и требуемую шероховатость.
Калибрующая часть машинной развёртки – короткий цилиндрический участок, предназначенный для калибрования отверстий, и конический участок с утонением по направлению к хвостовику. Утонение служит для уменьшения трения развёртки по поверхности отверстия. Оно составляет 0,04-0,06 мм. Его не делают при повышенных требованиях к точности обрабатываемого отверстия.
Увеличение длины калибрующей части приводит к более тяжёлой работе развёртки. Рекомендуется применять короткие развёртки.
Зубья развёртки могут быть расположены параллельно оси или под наклоном.
Развёртки с винтовыми зубьями обеспечивают высокую точность и имеют более высокую стойкость.
Развёртки с прямыми и наклонными зубьями в большинстве случаев обеспечивают требуемую точность и качество обработки.
Изготовление, заточка и контроль развёрток с прямыми и наклонными зубьями значительно проще, чем с винтовыми. Направление винтовых зубьев делается обратным направлению вращения для предупреждения самозатягивания развёртки, а также выхода её хвостовика из шпинделя.
Угол наклона канавки выбирается в зависимости от обработки материала (сталь→7-8°).
Все описанные инструменты используются в технологическом процессе получения чашки дифференциала.
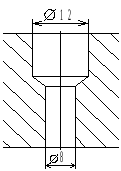
При обработке комплекта чашек дифференциала резьба нарезается только в левой чашке. Резьба нарезается метчиком Р6М5. Нарезаемая резьба не превышает нормальную длину (LN) по ГОСТ 16093 – 8, находящуюся в приделах от 2,25·Рd0.2 до 6,7·Рd0.2, где Р и d – шаг и номинальный диаметр резьбы.
Твердость заготовки – 207НВ.
Инструмент – Р6М5, твердость 62….65 HRC.
Степень точности нарезаемой резьбы – 6.
Несоосность инструмента и заготовки =0.1мм. мах.
Рекомендуемая толщина среза стружки «а»: 0.04 – 0.07 мм – для чугуна.
Применение СОЖ.