

ортодонтия хорошилкина
.pdfПервый этап— получение оттиска с челюсти и отливка рабочей модели. На модели челюсти должны быть полно и четко отображены ткани полости рта, к которым будет прилегать базисная пластинка.
Второй этап— изгибание фиксирующих механическидействующих проволочных деталей. Перед моделировкой базисной пластинки на модели челюсти с помощью расплавленного воска укрепляют концы проволочных деталей Затем разогревают пластинку воска и плотно обжимают ею поверхность гипсовой модели. При изготовлении базисной пластинки для верхней челюсти покрывают воском небо, небную поверхность зубов до уровня их жевательной поверхности и режущих краев передних зубов Задний край базиса заканчивают на линии, соединяющей дистальные поверхности последних моляров. Отличие моделировки базисной пластинки для нижней челюсти состоит в том, что, кроме передней, боковой и задней, она имеет нижнюю границу, расположенную в подъязычной области на месте перехода альвеолярного отростка в дно полости рта. При наклоне боковых зубов в язычном направлении в этой области край пластинки утолщают, предусматривая последующую коррекцию аппарата при его припасовывании в полости рта. В переднем участке базисной пластинки делают выемку для уздечки языка.
Метод горячей полимеризации пластмассы является основным при изготовлении ортодонтических аппаратовиз пластмассы. Съемный аппарат, смоделированный из воска, гипсуют в кювете, выплавляют воск. Затем формуют базис из пластмассы, обрабатывают термически, отделывают и полируют. Данный метод имеет недостатки: трудоемкость, необходимость предварительной заготовки аппарата из воска, расход вспомогательных материалов (воск, гипс и др.) Для изготовления сложных ортодонтических аппаратов этот способ не всегда приемлем из-за возможности деформации проволочных деталей. Удобнее изготавливать такие аппараты из самотвердеющей пластмассы.
Метод холодной полимеризации самотвердеющей пластмассы под повышенным давлением При изготовлении базисной пластинки из самотвердеющей пластмассы следует предварительно закрепить проволочные детали липким воском в тех участках модели, которые не покрываются пластмассой. Самотвердеющую пластмассу замешивают в соответствии с инструкцией. После того как пластмасса набухнет, наносят первую жидкую порцию на концы проволочных деталей, а затем моделируют базисную пластинку соответственно описанным выше границам. Такой аппарат делают обычно с некоторым излишком пластмассы, что требуется для
308
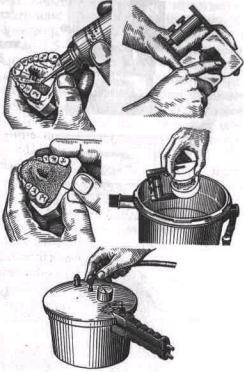
Рис 11.11. Этапы изготов- |
||||||
ления |
расширяющей |
плас- |
||||
тинки |
и |
активатора |
методом |
|||
холодной |
полимеризации |
|||||
самотвердеющей |
|
пластмассы |
||||
под повышенным давлением. |
||||||
удобства |
отделки |
гото- |
||||
вой пластинки. |
|
|
|
|
||
Холодную |
|
полимери- |
||||
зацию |
|
самотвердеющей |
||||
пластмассы под |
|
давлени- |
||||
ем производят в специ- |
||||||
альном |
|
полимеризаторе |
||||
(рис. 11.11). С этой целью |
||||||
можно |
|
использовать |
||||
любой |
герметически |
зак- |
||||
рывающийся |
сосуд, |
в |
||||
котором |
можно |
|
поднять |
|||
давление. Чаще применя- |
||||||
ют следующие |
|
приборы- |
||||
вулканизатор, |
в |
|
котором |
|||
ранее |
готовили |
зубные |
||||
протезы |
из |
|
|
каучука, |
||
микроанаэростат, |
|
|
каст- |
|||
рюлю-скороварку, автоклав |
|
небольших размеров. К |
|
этим |
при- |
борам присоединяют вентиль (от автомобильной камеры) |
и |
манометр. В микроанаэростате вакуумметр заменяют |
маномет- |
ром. Нужное давление создают нагнетанием воздуха |
автонасо- |
сом или компрессором. |
|
Для полимеризации самотвердеющей пластмассы предложен также прибор, в котором давление повышают гидравлическим путем за счет сжатия жидкости ввинчивающейся крышкой п-щравлического винта [ЛеонтовичД. Я., Мирчук О. Т., 1972]. Разработаны специальные полимеризаторыполуавтоматы. В одном из них имеются небольшой компрессор и реле для регулировки требующегося давления. Прибор работает от электросети. В другом полимеризаторе повышают давление с помощью воды, поступающей из водопроводной сети. Прибор подклюют к водопроводу; он имеет впускной кран, регулирующий явление, и выпускной кран, а также герметически закрывающуюся крышку [Малыгин Ю. М. и др., 1976]. съем "^'''^P113^0?^ можно закончить изготовление любого тодон0110 "Д"04^'110"'"»"^ двухчелюстного или внеротового ор-нтического аппарата из самотвердеющей пластмассы С этой
309
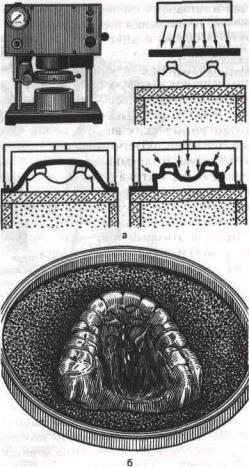
Рис. 11.12. Аппарат для электропневматической штамповки и этапы
пневмовакуумного формирования пластмассы (а). Отштампованный аппарат (б).
целью на гипсовых моделях челюстей прикрепляют воском ме-
таллические детали в тех участках, которые в дальнейшем не
покрывают пластмассой. При изготовлении двухчелюстных ортодонтических аппаратов модели скрепляют в окклюдаторе резиновым кольцом, чтобы они не разъединились. Из пластмассы формируют нужные части аппарата. Первые ее порции наносят шпателем на концы металлических деталей, затем формируют базис, щиты, пелоты; излишки пластмассы удаляют. Заготовленный
аппарат вместе с окклюдатором или фиксатором помещают в
полимеризатор, заполненный на У., его емкости водой комнатной температуры (18—20 °С). Нужно сле-
310
дить, чтобы части аппарата, смоделированные из самотвердеющей пластмассы, не подвергались воздействию струи нагнетаемого воздуха. Полимеризатор герметически закрывают и давление в нем поднимают до 2,5—3 ат. Пластмассу выдерживают под таким давлением в течение 45—50 мин, после чего его постепенно снижают и крышку снимают. Готовый аппарат извлекают из полимеризатора, струёй горячей воды смывают воск, снимают с моделей, отделывают и полируют. Такой способ изготовления ортодонтических аппаратов предотвращает возможность их деформации, облегчает труд зубных техников, поскольку исключает ряд трудоемких этапов работы.
Метод литья пластмассы. Один из методов изготовления базисов съемных аппаратов. С этой целью используют отечественные или зарубежные аппараты и материалы. Один из таких аппаратов представляет собой модифицированный зубо-технический пресс, в который вмонтировано устройство для выдавливания пластмассы в специальную кювету [Копей-кинВ.Н., 1961].
Метод прессования пластмассы. Применяется для изготовления аппаратов из пластических материалов, которые при разогревании и небольшом на них давлении принимают нужную форму.
Методы электропневматической штамповки и пневмовакуумного формования пластмас-с ы. Используются для изготовления ортодонтических аппаратов из твердой и мягкой пластмасс в специальных приборах (рис. 11.12). Эти методы автоматизированные и высокопроизводительные. Пластину пластмассы разогревают до необходимой пластичности, затем на модели челюсти штампуют под давлением. Для улучшения качества штамповки в некоторых конструкциях аппаратов одновременно с созданием давления с наружной стороны пластмассовой пластины создают вакуум с ее внутренней стороны.
11.3.Детали внеротовых ортодонтических аппаратов и технология их изготовления
Лицевые дуги. Чаще применяются в виде двух спаянных дуг — назубной и внеротовой; последнюю изгибают из ортодонтичес-кой проволоки диаметром 1,5—2 мм. Она состоит из трех участков:
среднего — внутриротового, контурированного по форме переднего участка верхней зубной дуги, и двух боковых — вне-РОТОВЫХ,
контуриро ванных по форме лица и заканчивающихся крючком для наложения внеротовой тяги. В зависимости от цели лечения средний участок лицевой дуги может прилегать или не прилегать к передним
зубам.
311
Изготовление лицевых дуг делится на следующие клинико-
лабораторные этапы.
Первый этап. Чтобы обеспечить равномерное прилегание лицевой
дуги к передним зубам, берут отрезок проволоки длиной 30 см,
захватывают его концы I и II пальцами обеих рук и стремятся сначала приблизить их друг к другу, а затем перекрещивают их. При этом в среднем участке дуги образуется овал. Его форма должна соответствовать форме переднего участка верхней зубной дуги.
Второй этап. Маркировка на дуге ее срединной точки и латеральных для отгибания концов. Латеральные точки маркируют с учетом расположения углов рта, чтобы концы дуги не препятствовали смыканию губ и не травмировали их. Чтобы сохранить намеченный размер назубного участка дуги, при пе-регибании ее концов следует правильно установить губки щипцов. Их располагают мезиальнее точек на размер диаметра проволоки, т. е. на 1,5—2 мм. Затем, удерживая щипцы правой рукой, изгибают проволоку с каждой стороны под углом 90°. Для этого
I палец правой руки, предварительно обернув его полотенцем, помещают у губок щипцов или используют трехклювные щипцы Адерера. Дуга должна располагаться под прямым углом к длинной оси щипцов. Это позволяет выполнить изгибы так, чтобы все три части дуги находились в горизонтальной плоскости. Изгибы должны быть симметричными. Если дуга деформирована, то ее перегибают пальцами и выравнивают широкими плоскогубцами.
Назубную и лицевую дуги сопоставляют так, чтобы совпали их срединные отметки, и скрепляют лигатурной проволокой или с помощью контактной электросварки. Перед спаиванием следует загипсовать боковые участки дуг, чтобы предотвратить их смещение, предохранить от перегрева и размягчения. Затем дуги отбеливают и полируют. Можно соединить внеротовую дугу с назубной без пайки, вставив заготовки обеих дуг в овальную трубку и сплющив ее концы.
Третий этап. Изгибание внеротовых участков лицевой дуги. На дуге маркируют карандашом точки, служащие ориентиром для дистального отгибания концов лицевой дуги. Эти изгибы должны быть округлыми. Ось щипцов должна быть перпендикулярна плоскости дуги. Щипцы зажимают в правой руке,
II и I пальцами левой руки захватывают конец дуги и округло отгибают его дистально, повторяя форму поверхности щек. Такой изгиб может быть выполнен при помощи круглогубцев, выпукло-вогнутых или трехклювных щипцов.
Симметричность лицевой дуги и длины ее концов определяют при осмотре. Более точные данные можно получить другим способом. Лицевую дугу кладут на бумагу и простым ка-
312
рандашом обводят ее наружный контур с одной стороны от срединной точки до конца дуги. Затем дугу следует перевернуть и наружный контур ее противоположной стороны совместить с рисунком. На концы лицевой дуги надевают пластмассовые или резиновые трубки, чтобы предотвратить давление аппарата на мягкие ткани лица. Излишки проволоки срезают, концы дуги крючкообразно загибают в вертикальном направлении на уровне дистальной поверхности первых постоянных моляров или отступя кзади 0,5—1 см от наиболее выступающей поверхности щек. С помощью резиновой или пружинной тяги присоединяют лицевую дугу к крючкам или другим приспособлениям на головной шапочке или шейной повязке.
Съемную лицевую дугу можно присоединить к назубной с помощью различных замковых приспособлений или двух трубок от стандартной дуги Энгла. Последние укорачивают, отпиливая скошенный конец, и припаивают к верхней стороне внут-риротового участка лицевой дуги в области центральных или боковых резцов. Затем трубки распиливают вдоль карборундовым диском. При давлении лицевой дугой они разжимаются и назубная дуга проскальзывает в прорезь, после чего трубки защелкиваются, что обеспечивает фиксацию лицевой дуги.
Стандартные лицевые дуги, соединенные с назуб-ными, выпускают
скороткими или длинными концами. Диаметр назубной дуги 1,0; 1,15; 1,3 мм, диаметр внеротовой дуги 1,8 мм. На концах назубной дуги имеются округлые упоры или стопорные петли. Длина назубной дуги от 83 до 111 мм. Концы внеротовой дуги загнуты в виде крючков.
Головные шапочки и шейные повязки. Служат для опоры в
случае применения внутриротовых ортодонтических аппаратов. Их конструкция зависит от целей ортодонтического лечения.
Индивидуальная головная шапочка, опирающаяся на лобно- теменно-затыл очную область, является универсальной. Чаще ее делают из корсажной ленты. Одну полосу ленты располагают вокруг головы на уровне лобных бугров, а вторую соединяют с первой в области середины лба и направляют вверх, назад и затем вниз по средней линии головы до шеи. Третью полосу накладывают на передний участок свода черепа в поперечном направлении; ее концы опускают впереди УШНЫХ раковин и у их нижнего края перегибают кзади, соеди-
няя на шее между собой и со второй полосой. К головной шапочке пришивают металлические крючки для натяжения резиновых колец. Высокое или низкое расположение крючков на шапочке по сравнению
скрючками на лицевой дуге усиливает перемещение зубов в
вертикальном направлении.
Для лечения сагиттальных аномалий прикуса, в том числе ^я задерживания роста верхней челюсти, применяют внеро-
313
товую тягу к шапочке, расположенной в теменно-затылочной области. Для лечения открытого прикуса используют внерото-вую тягу, опирающуюся на свод черепа и лобные бугры При изготовлении
такой шапочки один отрезок ленты располагают вокруг головы на уровне лобных бугров, два других отрезка перекрещивают в области свода черепа и присоединяют их концы к круговой повязке по средней линии спереди и сзади, а также с боков.
Стандартная головная шапочка, изготовленная из кожи или полос
из эластичной пластмассы, имеет приспособления для индивидуального регулирования ее размера
Шейная повязка представляет собой полосу кожи или мягкой пластмассы длиной 25—30 см и шириной 2,5—3,5 см На концах повязки, отступя от ее краев 4—6 см, находятся крючки для укрепления внеротовой тяги. Стандартные повязки снабжены приспособлениями для регулирования их длины
Лицевые каппы и пращи. Подбородочная к а п п а применяется для оказания давления на нижнюю челюсть при ее привычном выдвижении с целью установления в правильном положении или для задержки ее роста. Каппу моделируют из слегка разогретой пластинки розового воска, которым обжимают подбородок, или готовят ее на гипсовой модели подбородка. Верхнюю границу каппы располагают по показаниям на разных уровнях:
1)покрывают розовую кайму губы для передачи давления на нижние резцы и их орального наклона;
2)доводят ее до супраментальной борозды для передачи давления на тело и ветви нижней челюсти.
Нижняя граница проходит под подбородком Боковые границы могут находиться на уровне углов рта или на 2—3 см кзади от них. В боковых участках располагают крючки, скобы или делают прорези для укрепления внеротовой тяги
Подбородочная праща имеет те же границы, что и подбородочная каппа. Ее шьют из мягкой ткани (ситец, бязь и др.). К боковым участкам пращи пришивают резиновую ленту, на концах которой делают приспособления (петли, крючки) для ее прикрепления к
головной шапочке.
Подчелюстную пращу изготавливают из отрезка ткани (ситец, бязь
идр.) шириной 18—19 см и длиной 20 см, которую свертывают в виде рулона (ширина 2 см) и подводят под нижнюю челюсть. К концам пращи пришивают отрезки резиновой ленты шириной 2 см,
прикрепляемые к головной шапочке в вертикальном направлении на 0,5 см кзади от углов глаз.
Глава 12
ПРОФИЛАКТИКА ЗУБОЧЕЛЮСТНО-ЛИЦЕВЫХ АНОМАЛИЙ
Профилактика зубочелюстных аномалий и деформаций, в том числе после ранней потери зубов и обусловленных ею неблагоприятных последствий — это комплекс мероприятий, направленных на предупреждение и устранение этиологических и патогенетических факторов, способствующих возникновению зубочелюстных аномалий. В задачи профилактики входят положительное воздействие на общее состояние беременной и ребенка, а также организационные и лечебные мероприятия, обеспечивающие выявление и устранение зубочелюстных аномалий у детей, подростков и взрослых. Этим вопросам в нашей стране уделяют большое внимание, что нашло отражение в работах Ю. М. Алек-йандровой, А. И. Бетельмана, 3. Ф, Василевской, Л. В. Ильиной-Маркосян, Ю М Малыгина, А. Д. Мухиной, Д А Калвелиса, Ж П. Окушко, А И. Рыбакова, Ф Я. Хорошилкиной и др.
При выполнении основных задач профилактики различают десять периодов формирования зубочелюстной системы с учетом ее физиологических, морфологических и функциональных изменений:
I — внутриутробное развитие эмбриона и плода (формирование тканей и органов в зубочелюстной области);
II — от рождения до 6 мес (до прорезывания первых временных зубов);
III — от б мес до 3 лет (формирование временного прикуса); IV — от 3 до 6 лет (сформированный временный прикус);
V — от б до 9 лет (начальный период сменного прикуса);
VI — от 9 до 12 лет (конечный период сменного прикуса); VII — от 12 до 15 лет (период постоянного прикуса);
VIII — от 15 до 21 года (завершение формирования постоянного прикуса);
IX — от 21 года до 40 лет (активная функция зубочелюстной
системы);
X — от 40 лет и старше (снижение функции зубочелюстной системы).
315
Для каждого периода разработаны комплексы мероприятий, направленные на устранение неблагоприятных этиологических и патогенетических факторов Выделены группы ответственных лиц, обеспечивающих своевременное выполнение поставленных задач. В осуществлении профилактической работы принимают участие: администрация предприятий или учреждений по месту работы матери, акушер-гинеколог, женская и медико-генетическая консультации, стоматологи-ортодонты, ортопеды, педиатры, а также хирурги, оторино-ларингологи, ортопеды, эндокринологи, педагоги-логопеды и другие специалисты. Если в дошкольном и школьном возрасте санация полости рта и ортодонтическая профилактика проводятся в организованных детских коллективах (ясли, детские сады, школы) по территориально-участковому принципу, то в старшем возрасте ответственность за сохранение нормальной функции зубочелюстной системы возлагается на взрослых Они должны регулярно обращаться к стоматологу (в IX и Х периодах 2 раза в год), что позволит продлить нормальное функционирование зубочелюстной системы, сохранить привычные черты лица, предотвратить нарушения функции органов пищеварения.
12.1. Вредные привычки и их устранение
Вредные привычки у детей являются одной из причин возникновения и развития зубочелюстных аномалий и деформаций Они способствуют парафункции мышц, окружающих зубные ряды, смещению нижней челюсти, вызывают нарушение положения отдельных зубов и их групп, изменение формы зубных рядов, нарушения прикуса в сагиттальном, трансверсальном и вертикальном направлениях. Эти нарушения закрепляются с возрастом и нередко приводят к изменению формы лица Кроме того, они могут быть причиной заболеваний пародонта
Вредные привычки разнообразны. Попытки их систематизации относятся к первой трети XX в. Наиболее полные сведения в отечественной литературе были представлены В. П Окушко, которая систематизировала разновидности вредных привычек и вызываемые ими зубочелюстные аномалии, а также обобщила опыт лечения таких больных. Предложенная автором классификация включает три группы.
IПривычки сосания (зафиксированные двигательные реакции)
1)привычка сосания пальцев;
2)привычка сосания и прикусывания губ, щек, различных предметов;
3)привычка сосания и прикусывания языка
316
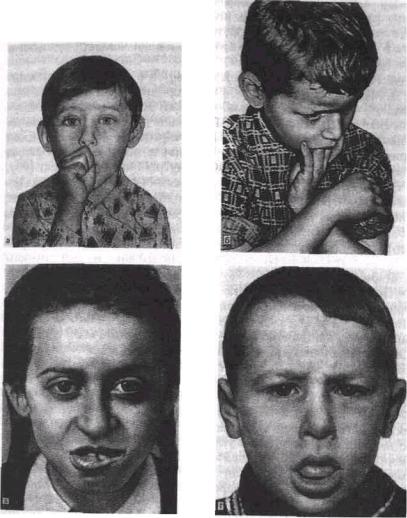
Рис 121 Вредные привычки сосания одного пальца (а), двух пальцев при привычной позе (б), нижней губы (в), языка (г)
II Аномалии функции (зафиксированные неправильно протекающие функции):
1)нарушение функции жевания;
2)неправильное глотание и привычка давления языком на зубы;
3)ротовое дыхание;
4)неправильная речевая артикуляция (рис 12 1)
317