

Раздел III. Трикотажные товары 64
1. ПОНЯТИЕ О ТРИКОТАЖНЫХ ТОВАРАХ. ОСОБЕННОСТИ И ПРЕИМУЩЕСТВА ТРИКОТАЖНОГО СПОСОБА ПРОИЗВОДСТВА 64
2. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПОТРЕБИТЕЛЬСКИЕ СВОЙСТВА И АССОРТИМЕНТ ТРИКОТАЖА 68
2.1. Особенности вязания трикотажа 68
2.2. Трикотажные переплетения, их классификация и характеристика 76
2.3. Отделка трикотажа 84
3. СТРУКТУРА И СВОЙСТВА ТРИКОТАЖА 3.1. Структура трикотажа 86
3.2. Свойства трикотажа 90
4. ОСОБЕННОСТИ МОДЕЛИРОВАНИЯ, КОНСТРУИРОВАНИЯ И ПРОИЗВОДСТВА ТРИКОТАЖНЫХ ИЗДЕЛИЙ 99
5. КЛАССИФИКАЦИЯ И АССОРТИМЕНТ ТРИКОТАЖНЫХ ТОВАРОВ 103
6. КАЧЕСТВО ТРИКОТАЖНЫХ ТОВАРОВ 6.1. Стандартизация и показатели качества 113
6.2. Контроль качества трикотажных товаров 116
6.3. Оценка качества трикотажных товаров 117
6.4. Сохранение качества (маркировка, складывание, упаковка, транспортирование и хранение) 118
6.5. Уход за трикотажными товарами 120
Раздел IV. Кожевенно-обувные товары 1. Понятие об обувных товарах 121
Рис. 4.9. Конструкции комбинированных швов:
а — стачной с предварительной термоконтрактной сваркой; б, в, г — настрочной с герметизацией лентой; д, в — стачной с односторонней и двусторонней герметизацией жидким клеем; ж — стачной с герметизацией лентой; з, и — шов встык с одно- и двусторонней герметизацией лентой; к, л, м, н, о, п — накладной с односторонней (с лицевой стороны или изнанки) и двусторонней герметизацией лентой, выполненной одной (к, л, м) или двумя (и, о, п) строчками; р — шоа в подгибку с герметизацией
Сущность сварного соединения двух или нескольких деталей состоит в переводе материалов из термопластичного в вязкоте- кучее состояние под воздействием какого-либо источника энергии. Макромолекулы полимеров приобретают при этом способность перемещаться в пограничных слоях, диффундировать в такой же полимер и при охлаждении фиксироваться. Процесс может протекать под давлением и без него.
Развитие сварных соединений обусловлено все более широким использованием в швейном производстве различных термопластичных материалов, разработкой оборудования, возможностями повышения производительности труда, улучшением качества и внешнего вида одежды, экономией материалов. Очевидна прогрессивность и перспективность этого направления в швейной отрасли.
Сварные соединения применяют при изготовлении швейных изделий из пленочных материалов или из материалов с пленочным покрытием, а также из тканей, трикотажных полотен из термопластичных волокон или с их содержанием не менее 65 %.
Сварка деталей швейных изделий осуществляется тремя способами: термоконтактным, высокочастотным и ультразвуковым.
Термоконтактная сварка осуществляется за счет воздействия тепла или излучения от твердого нагретого инструмента на соединяемые поверхности материалов и последующего их спрессовывания.
Разновидностью этого метода является сварка электронагревом и термоимпульсная сварка. В последнем случае носителем тепла является полоска металла. Ее нагрев обеспечивается за счет сильных импульсов тока, обеспечивающих перевод материалов в вязкотекучее состояние.
При охлаждении пластин направление теплового потока изменяется, тепло отводится от свариваемых материалов, шов остывает. Последнее исключает прилипание термопласта к электроду. Термоимпульсной сваркой можно соединить очень тонкие (менее 0,1 мм) пленки, а также все термопластичные пленки толщиной ОД—0,2 мм при одностороннем и 0,3—0,5 мм при двустороннем подогреве. Кроме того, вследствие простоты и экономичности этот способ применим и для соединений материалов с термопластичным покрытием.
Высокочастотная сварка базируется на способности высокочастотного поля генерировать тепло внутри свариваемых материалов. Простейшая установка для нагрева токами высокой частоты (ТВЧ) может быть представлена конденсатором, роль пластин которого выполняют электроды установки, а соединяемые детали — диэлектрика конденсатора. Процесс происходит под давлением (рис. 4.10). Соединение может осуществляться последовательным (точечным или роликовым) и параллельным (на прессе) методом.
Рис.
4.10.
Схема сварки методом высо коч астотн
о го нагрева:
1
— электроды; 2 — пленка; 3 — зона
нагрева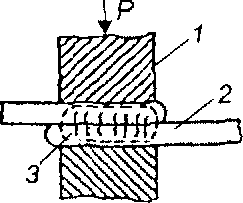
Ультразвуковой метод состоит в преобразовании электрических колебаний ультразвуковой частоты в механические колебания сварочного инструмента, сопровождающиеся теплообразованием (рис. 4.11). Метод позволяет с успехом соединять материалы с низкой электро- и теплопроводностью, которые другими методами сварки трудно или невозможно соединить (полиэтилен, полистирол, фторопласт-4 и т.д.).
Важно отметить и большую широту применения материалов — все термопласты в широком диапазоне толщин, ткани и трикотажные полотна из термопластичных волокон или с их содержанием не менее 65 %, искусственные кожи. Успешно соединяются также натуральные ткани с синтетическими. Более широкое применение сварных соединений сдерживает относительно небольшой перечень швов: стачной, накладной, стыковой, краевой с подгибкой среза, отделочные, а также их повышенная жесткость и невысокая прочность на расслаивание.
По важнейшим свойствам сварные соединения равнозначны ниточным — они имеют красивый внешний вид, небольшую толщину, герметичны.
4.5. Влажно-тепловая обработка
Влажно-тепловая обработка (ВТО) как внутрипроцессная, так и заключительная занимает важное место в швейном производстве. При этом решается ряд задач: придание объемной формы узлам и изделиям, обработка швов, разглаживание и удаление заминов, придание изделию товарного вида и др. (рис. 4.12).
Рис.
4.11.
Схема ультразвуковой сварки термопластичных
материалов:
1
— вибратор;
2
— концентратор; 3 — термопластичные
материалы;
4
— опора-отражатель; 5 — опорная
поверхность стола
Рис.
4.12.
Операции ВТО и их применение
(0,1—1,0 кгс/см2), увлажнения (25—30 %) и продолжительности (15—90 с). При воздействии указанных параметров важнейшими операциями ВТО являются:
утюжильная обработка деталей швейного изделия;
прессование;
отпаривание.
Утюжильные обработки применяют для выравнивания поверхности материалов, устранения заминов, морщин, складок, разглаживания швов и др. Операции выполняются перемещением (под давлением) гладильной поверхности каландра или утюга по увлажненному материалу. Глажение — наиболее трудоемкий процесс, параметры которого точно не регулируются, поэтому нельзя гарантировать высокое качество операций.
Прессование применятся для выполнения всех операций ВТО, но в основном для утонения узлов (карманов, воротников), разглаживания поверхности различных деталей изделий, а также для придания им объемной формы.
В последнем случае прессы имеют не плоскую, а объемную форму. Обработка на прессах различных форм и размеров в зависимости от назначения выполняемых операций более производительна, чем утюгами. Кроме того, современные прессы в швейном производстве позволяют автоматизировать выбор параметров ВТО. Это обеспечивает не только высокие производительность и качество операций, но и устранение пороков.
Отпаривание швейных изделий применяется для снятия лас (блестящих полос с запрессованным ворсом), возникающих из-за выбора неоптимальных параметров ВТО. Операция может осуществляться утюгами по увлажненной поверхности, на специальных отпарочных аппаратах, а также на паровоздушных манекенах.
Паровоздушный манекен представляет собой оболочку из нейлоновой ткани, внутрь которой подается горячий пар (10—15 с). При этом надетое на манекен изделие расправляется и одновременно приобретает товарный вид. Затем пар удаляется, подается горячий воздух (15—25 с), изделие высушивается. Приданная форма фиксируется при последующем охлаждении на манекене в течение определенного времени (10—25 мин).