

4.4. Пошивочный процесс швейных изделий
Пошив швейных изделий осуществляется по принципу потока.
Поток — это такой метод организации производства, при котором изготовление изделия расчленяется на последовательный ряд операций, равных или кратных по затратам времени. Оборудование в потоке устанавливается в порядке технологической последовательности обработки. Для обеспечения одновременного выполнения операций на потоке и достижения ритмичности при работе применяются различные технические и организационные мероприятия. Они включают:
подбор машин и оборудования по производительности;
использование регулирования скорости конвейера;
« техническое оснащение ручных и машинных работ дополнительными приспособлениями;
оптимальное использование квалификации исполнителей и производительности их труда.
Потоки различаются по ряду признаков: количеству одновременно пошиваемых изделий — одно- и многофасонные; мощности, т.е. количеству пошиваемых изделий в смену, — малой, средней и высокой; способу передачи полуфабриката — агрегатные (вручную) и конвейерные (движение ленты).
В производстве швейных изделий обобщенно можно выделить три направления.
Дальнейшее совершенствование старой классической технологии изготовления одежды на основе широкого использования клеевых материалов, концентрации операций, организации производства и труда, осуществления мер по комплексной механизации и автоматизации производства.
Применение непрерывной технологии изготовления одежды. В этом случае два полотна ткани, стягиваемые с рулонов, одновременно стачиваются по контурам деталей и выкраиваются (система рулонного питания). По предварительным расчетам применение этой технологии позволяет резко (в два-три раза) повысить производительность труда, сократить удельный вес вспомогательных и переместительных операций, достигнуть более высокого уровня механизации производства. Частичная реализация принципов непрерывной технологии осуществляется в настоящее время при изготовлении воротничков сорочек, поясов, шлевок и ряда других деталей при рулонном питании машин материалами.
Изготовление одежды непосредственно из волокна, прядильного раствора или расплава полимера, минуя процессы прядения, ткачества, шитья. Волокна наносятся на объемные перфорированные формы, соответствующие по форме и размеру изделиям, и скрепляются связующими растворами. При изготовлении одежды из раствора его вводят в формы с получением законченных деталей и узлов. Расчеты показывают высокую эффективность этого способа: производительность труда повышается в восемь-десять раз, расход материала сокращается на 10—15 %.
Процесс пошива швейного изделия включает операции, которые можно разделить на три группы:
заготовительные;
монтажные;
заключительно-отделочные.
При заготовительных операциях производятся выполнение вытачек, обработка краев срезов деталей, придание им объемной формы, подготовка отдельных деталей и узлов к соединению.
Монтажные — это операции соединения деталей и узлов в изделие, т.е. соединение полочек со спинкой, воротника с изделием, пришивка подкладки и др.
Заключительно-отделочные операции направлены на окончательное изготовление изделия и придание ему товарного вида. Это утюжильные операции, пришивание фурнитуры, удаление ниток, загрязнений, придание объемной формы изделию. В каждую из этих групп операций входят ручные и машинные. Операции влажно-тепловой обработки характерны для каждой группы.
Из указанных трех групп операций пошива швейных изделий важнейшая роль принадлежит монтажным, т.е. операциям соединений. Это определяется тем, что при современных методах обработки изделие собирают из множества деталей, что позволяет рационально использовать материалы, обеспечивает лучшее облегание изделием фигуры человека. Кроме того, соединения должны обеспечивать высокие плотность и прочность.
Соединения деталей осуществляют четырьмя способами: ниточным, клеевым, сварным и комбинированным.
Ниточные соединения занимают наибольший удельный вес, так как они универсальны для изготовления изделий различной конструктивной сложности, прочны, эластичны, имеют красивый внешний вид. Однако эти соединения не лишены недостатков — большой расход ниток (мужской пиджак — 16—18 м, женское платье — 22—24 м, брюки — 8,5—9,5 м), большие трудозатраты; обрывность ниток заметно (на 7—12 %) снижает производительность труда. Ниточные соединения осуществляют за счет стежков, строчек и швов.
Стежок — законченный цикл переплетения ниток между двумя последовательными проколами иглы.
Строчка — ряд повторяющихся стежков.
Шов — место соединения двух или более деталей, причем соединяемые детали располагаются либо по одну, либо по обе стороны шва.
По способу выполнения стежки, строчки и швы могут быть ручными и машинными. Их характеристики определяются длиной, частотой, шириной и видом стежка, шагом строчек, швов, шириной швов.
Ручные стежки, строчки, швы выполняются при помощи ручных игл. Они имеют то же назначение, что и машинные.
Машинные стежки по способу переплетения ниток подразделяются на челночные и цепные.
Челночные стежки образуются за счет переплетения в толще соединяемых материалов двух нитей (верхней, сматываемой с катушки, и нижней, сматываемой со шпульки челнока).
Цепные стежки получаются переплетением одной, двух и более нитей на поверхности соединяемых материалов.
Ниточное челночное соединение прочно, эластично, но малорастяжимо.
Цепное ниточное соединение уступает челночному по прочности, но имеет высокие эластичность и растяжимость. Последнее особо важно для соединений деталей и материалов высокой растяжимости (трикотажных полотен и др.)«
Машинные строчки подразделяются на линейные (для стачивания деталей), фигурные (для притачивания декоративных деталей, выполнения различных отделок), обметочно-подши- вочные (обметывание срезов деталей, подшивание подогнутых краев деталей с одновременным их обметыванием) и потайные (для соединения деталей невидимыми с лицевой стороны стежками).
Машинные строчки должны соответствовать ряду требований, зафиксированных в нормативно-технической документации. В стандартах регламентируется количество (частота) стежков на 1 см строчки, номера хлопчатобумажных и шелковых ниток, толщина ниток из химических волокон (текс и метрический номер), номера применяемых швейных игл. Эти показатели устанавливаются в зависимости от вида изделия, волокнистого состава и назначения тканей и других материалов, вида используемых машин.
Процесс эксплуатации швейных изделий определяет многообразие воздействий на швы: растяжения, изгибы, атмосферные воздействия, различные способы ухода — глажение, стирка, химическая чистка и др. Поэтому они должны обладать высокой стойкостью к этим воздействиям, что обеспечивается их выбором и характеристиками швов, учетом параметров соединяемых материалов.
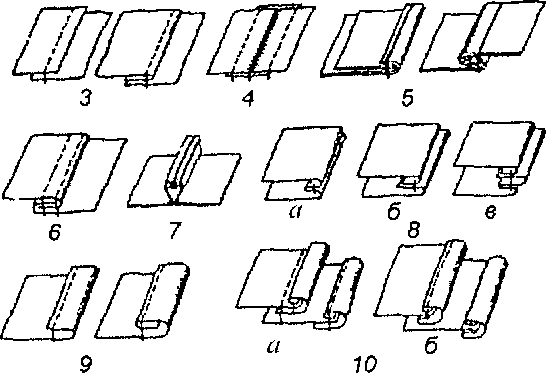
С учетом их конструктивных особенностей и назначения ниточные швы делят на соединительные, краевые и отделочные (рис. 4.8).
Соединительные швы отличает расположение деталей по обе стороны строчки. Они включают: стачной, настрочной, накладной, стыковой, запошивочный, «в замок» и двойной.
Стачной шов — наиболее распространенный, им соединяют детали различных видов швейных изделий. Он выполняется одной строчкой. Разновидности стачного шва: в разутюжку, в заутюжку, в ребро, в расстрочку.
Настрочной шов выполняется двумя строчками в два приема, его прочность в 1,5 раза выше, чем стачного. Настрочной шов может быть с открытыми срезами, используется для соединения продольных деталей, невидимых с лицевой и изнаночной
сторон изделия. Его разновидность — настрочной шов с подогнутым краем, который применяется при изготовлении легкого платья, юбок и др.
1 — стачной: а — в разутюжку, б — в заутюжку, в — в расстройку; 2 — настрочной с открытым и подогнутым краями; 3— накладной шов с открытым и закрытым срезами; 4— стыковой; 5—запошивочный; б — шов «в замок»; 7—двойной; 8— обтачной: а — в раскол, б—в кант, в—с кантом; 9—шов в подгибку с открытым и закрытым срезом; 10— окантовочный: а — с открытым срезом окантовки, б — с закрытым срезом окантовки
Стыковой шов отличают отсутствие утолщений и высокая прочность. Он наиболее приемлем для соединения промежуточных деталей.
Для бельевых изделий, изделий из тонких осыпающихся тканей, мешковины карманов, где исключена дополнительная обработка срезов, применяют запошивочные швы, швы «в замок» и двойные. Конструкция этих швов такова, что срезы соединяемых деталей не видны ни с лицевой, ни с изнаночной сторон. Такая конструкция швов определяет их стойкость к многократным стиркам, глажению, механическим воздействиям.
Краевые швы используют для обработки края деталей. Их основным признаком является расположение деталей по одну сторону шва. К ним относятся обтачные швы и швы в подгибку.
Обтачные швы применяют при обработке краев бортов, воротника, клапанов, листочек и других деталей одежды.
Рис.
4.8.
Швы: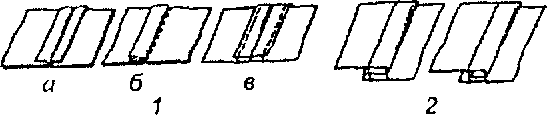
срезом, закрываемым пришитой подкладкой, а также при использовании неосыпающихся тканей. При употреблении в изделиях осыпающихся тканей применяют швы в подгибку с закрытым срезом, т.е. с двойной подгибкой края.
Отделочные швы включают окантовочные, рельефные, а также швы, используемые при выполнении вытачек, складок, сборок и т.д. (см. рис. 4.8).
Окантовочные швы служат для отделки открытых срезов (проймы, горловины, низа изделия, подбортов) деталей верхней одежды, легкого платья и белья. Они могут быть с открытыми, закрытыми срезами, а также отделанными специальной тесьмой, полоской шелковой ткани.
Рельефные швы представляют собой прямые, ломаные и фигурные линии. Их применяют для получения выпуклого рельефа за счет прокладывания шнура, жгута, а также двойной полоски ткани.
Вытачки (швы, которые не проходят по всей детали) придают изделию необходимую форму, являются элементом отделки изделия.
Складки могут быть односторонними, встречными, байтовыми и сплошными. Они выполняют функции соединения и отделки.
При выборе швов для изготовления швейных изделий исходят из их основных показателей: внешнего вида, определяющего художественно-эстетическое оформление, толщины (количества слоев в шве), прочности и выносливости, положения краев материалов в шве (открытого, закрытого). Основные из этих показателей регламентированы ГОСТ 12807. Изделия швейные. Классификация стежков, строчек и швов.
Важно особо выделить такие показатели швов, как прочность, выносливость, растяжимость (табл. 4.3).
Таблица 4.3
Влияние конструкции шва на прочность и выносливость ниточного
соединения
Показатель
Конструкция
шва
стачной
накладной
«в
замок»
Прочность,
Н
288,0
544,0
609,0
Удлинение,
%
7,4
8,8
10,0
„Выносливость,
циклов
28,0
1076,0
2975,0
Остаточное
удлинение, %
6,5
7,4
7,5
Примечание.
Расстояние
между строчками — 3 мм, частота строчки
— 6 стежков на сантиметр, нитки
хлопчатобумажные (в тексах) № 50/3.
Наряду с видом швов прочность и выносливость соединений определяется прочностью ниток (природа волокна, толщина, количество сложений), натяжением ниток в шве, частотой стежков и другими факторами.
Склеивание деталей швейных изделий осуществляется за счет использования клеев. Они представляют собой высокомолекулярные соединения, применяемые в виде растворов, расплавов, порошков, пленок, тесьмы, клеевого прокладочного материала со сплошным или точечным покрытием. Использование клеевых соединений возрастает; они в сравнении с ниточными значительно повышают производительность труда, снижают трудоемкость изготовления швейных изделий.
Склеивание термопластичным клеем осуществляется за счет его перевода из твердого в вязкотекучее состояние, последующего проникновения в материал и охлаждения. При этом основными параметрами клеевых соединений являются: температура 140—180 °С, удельное давление 0,1—0,6 кгс/см2, время прессования — 15—90 с.
Разработаны и широко применяются следующие основные клеи: БФ-6; ПВБ-К1; ПА-54 или ПА-548, полихлорвиниловый, полиэтиленовый и др. (табл. 4.4).
Таблица 4.4
Виды и составы клеев
|
Вид клея |
Состав |
|
БФ-6 |
Спиртовой раствор фенолоформальдегидной смолы, совмещенной с поливинилбутиралем |
|
ПВБ-К1 |
Раствор пластифицированного поливинилбутираля в этиловом спирте (ректификате) |
|
ПА-54 или ПА-548 |
Растворы полиамидных смол в 70% -ном этиловом спирте |
|
Полихлорвиниловый |
Полихлорвиниловая смола ПБ или полихлорвиниловая пастообразующая смола — игелит |
|
Полиэтиленовый |
Продукт полимеризации этилена высокого (ПЭВД) и низкого (ПЭНД) давления |
К соединениям швейных изделий предъявляются разнообразные требования, обусловленные воздействиями производства, эксплуатации, ухода. При этом свойства клеевых соединений зависят от многих факторов: характеристик клеев, соединяемых материалов, режимов склеивания. Важнейшими показателями клеевых соединений являются прочность, жесткость, атмосферостойкость, стойкость к мыльно-содовым растворам (стирке), химической чистке и др.
Механические свойства клеевых соединений определяют в основном прочность и жесткость. Прочность соединений следует дифференцировать с учетом того, какие преимущественно деформации испытывают швы швейных изделий — сдвига или расслаивания. По прочности на сдвиг клеевые соединения превосходят ниточные. Поэтому в узлах и деталях, «работающих» на расслаивание (боковой шов, шов проймы, середины спинки), клеевые соединения неприемлемы. Наименьшую жесткость обеспечивают соединения с использованием клея ПВБ-К1, наибольшую — на основе полиамида ПА-548.
Прочность обусловлена и параметрами прессования. Она увеличивается с повышением температуры, времени выдержки и давления. При воздействии воды, кипячении, особенно в растворе мыла с водой, характерна значительная потеря прочности большинства клеевых соединений (30—75 %).
Наиболее устойчивы к действию воды и стирке клеевые швы на основе полиэтилена. Поэтому клеевая полиэтиленовая пленка — наиболее целесообразный материал для изделий, подвергающихся многократным стиркам (бельевых изделий, сорочек и др.), В процессе носки изделия подвергаются также действию атмосферных факторов (дождя, компонентов воздуха, солнечного света). Происходящие при этом процессы старения высокомолекулярных органических веществ наиболее активно протекают под воздействием ультрафиолетовых лучей во взаимодействии с кислородом воздуха и влагой. Однако это воздействие ослабляется тем, что пленки клея находятся внутри соединенных деталей (материалов). Важно то, что старение ведет не только к потере прочности и эластичности соединения, но и к увеличению его жесткости и хрупкости. Обобщенно следует отметить, что клеевые соединения соответствуют предъявляемым требованиям, если не произойдет заметного изменения их свойств за обычный срок носки изделия (3—5 лет).
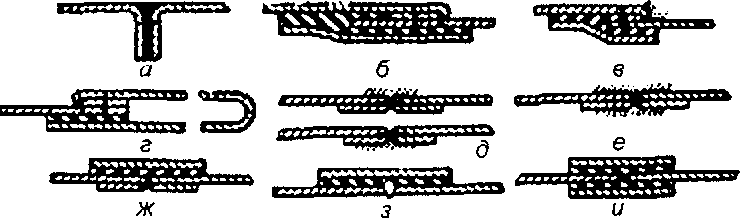
В процессе эксплуатации выявляется потребность в проведении химических чисток изделий. Соединения на основе клеев БФ-6, ПВБ-К1, клеевой пленки ПВБ, клея ПА-548 устойчивы к обработке бензинами и хлорированными углеводородами, используемыми в операциях химической чистки. Для обеспечения более высоких прочности, герметичности используют комбинированные соединения (рис. 4.9).
Сварные соединения отличаются тем, что осуществляются без использования дополнительных материалов (ниток, клеев).
'"ft^lSSSSi 'гтгтгтг{щ#йта^
Раздел И. ШВЕЙНЫЕ ТОВАРЫ 1. ПОНЯТИЕ О ШВЕЙНЫХ ТОВАРАХ И ОДЕЖДЕ 1
2. ТРЕБОВАНИЯ К ШВЕЙНЫМ ТОВАРАМ И ИХ СВОЙСТВА 3
2.1. Типология потребления одежды 3
2.2. Гигиенические требования 5
2.3. Гигиенические свойства 10
2.4. Эстетические требования и свойства 12
2.5. Эксплуатационные требования и свойства 15
3. МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ ПРИ ИЗГОТОВЛЕНИИ ШВЕЙНЫХ ТОВАРОВ, И ИХ ХАРАКТЕРИСТИКА 20
4. ФОРМИРОВАНИЕ СВОЙСТВ ШВЕЙНЫХ ТОВАРОВ В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ 24
4.1. Моделирование одежды 24
4.2. Конструирование одежды 27
4.3. Раскрой материалов швейных изделий 34
4.4. Пошивочный процесс швейных изделий 35
4.5. Влажно-тепловая обработка 44
5. КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА АССОРТИМЕНТА ШВЕЙНЫХ ТОВАРОВ 45
5.1. Классификация швейных изделий 45
5.2. Характеристика ассортимента одежды 46
6. КАЧЕСТВО ШВЕЙНЫХ ТОВАРОВ 6.1. Стандартизация швейных изделий 47
6.2. Факторы качества 49
6.3. Приемка швейных изделий по качеству 51
6.4. Сортность швейных изделий 53
6.5. Показатели качества. Оценка качества 57
7. СОХРАНЕНИЕ КАЧЕСТВА ШВЕЙНЫХ ТОВАРОВ 59
7.1. Маркировка швейных изделий 59
7.2. Упаковка швейных товаров 60
7.3. Транспортирование швейных изделий 61
7.4. Хранение швейных товаров 62
7.5. Уход за швейными товарами 62