

Системою отвору називають сукупність посадок, в яких різні натяги і зазори отримують шляхом зміни граничних відхилень розмірів валів, а розміри отворів однакові для всіх посадок.
Системою вала називають сукупність посадок, в яких різні натяги і зазори отримують шляхом зміни граничних відхилень розмірів отворів, а розміри валів однакові для всіх посадок.
Отвір, нижнє відхилення якого дорівнює нулю, називається основним отвором, а вал, верхнє відхилення якого дорівнює нулю, називається основним валом.
В залежності від положення полів допусків валів і отворів посадки поділяються на три групи: посадки з зазором, посадки з натягом та перехідні посадки (рис.2.1.2).
Якщо на кресленні показують елементи двох з'єднаних деталей, то поряд з номінальним розміром у вигляді дробу приводиться посадка, причому в чисельнику вказується поле допуску отвору, а в знаменнику – поле допуску вала.
Посадки з зазором позначаються: H/a, H/b, H/c, H/cd, H/d, H/e, H/ef, H/f, H/fg, H/g, H/h у системі отвору і A/h, B/h, C/h, CD/h, D/h, E/h, EF/h, F/h, FG/h, G/h, H/h у системі валу. Посадки з зазором призначаються для одержання рухомих з'єднань деталей. При вимозі високої точності з мінімальними зазорами застосовуються посадки H7/h5, H7/h6. Для одержання вільного обертання деталей застосовують посадку H11/h11.
Перехідні посадки позначаються: H/j, H/js, H/k, H/m, H/n у системі отвору і J/h, Js/h, K/h, M/h, N/h у системі валу. Перехідні посадки призначаються для одержання нерухомих з'єднань, що підлягають періодичному розбиранню і збиранню. При з'єднанні валів із зубчастими колісьми і шківами зазвичай застосовують посадку H7/r6.
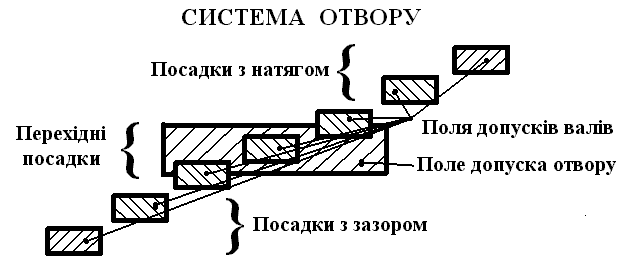
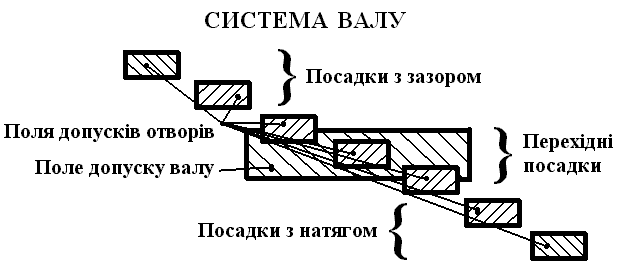
Рис. 2.1.2. Графічне зображення посадок.
Посадки з натягом позначаються: H/p, H/r, H/s, H/t, H/u, H/v, H/x, H/y, H/z, H/za, H/zb, H/zc у системі отвору і від P/h до Zc/h у системі валу. Посадки з натягом застосовують для одержання нероз'ємних з'єднань.
Посадки, що рекомендуються для номінальних розмірів від 1 до 500 мм, приведено в таблицях 2.1 та 2.2.
Граничні відхиленні діаметрів різей показують на кресленнях деталей відповідно до посадок нарізних з’єднань, приведених на кресленнях складальних одиниць. Наприклад, для різей в отворах: M16-7H; M32х1,5-4Н (рис.2.1.3,а) та на валах: Н 16-6h; M32x1,5-4g (рис. 2.1.3,б).
Якщо необхідно вказати тільки один граничний розмір (другий об-межений убік збільшення або зменшення будь-якою умовою), після роз-мірного числа проставляють відповідно "mаx" або "min” (рис. 2.1.3,в).
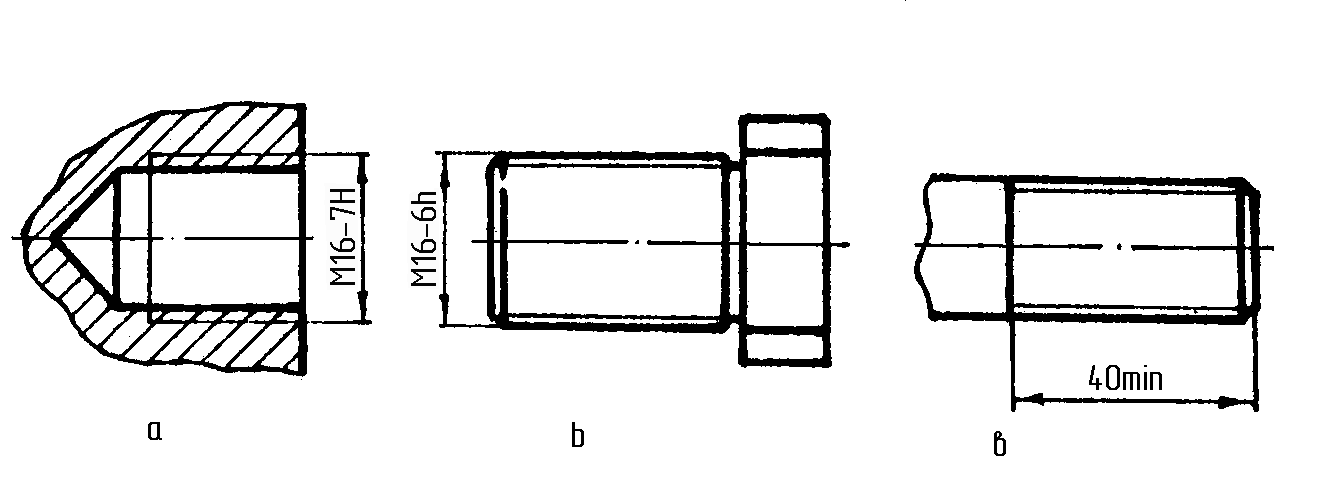
Рис. 2.1.3. Позначення граничних відхилень розмірів різей.
2.2. Шорсткість поверхні деталей
Критерієм оцінки якості обробки поверхні є шорсткість. Шорсткістю поверхні називають нерівності у вигляді западин і виступів, які залишаються на оброблюваній поверхні від ріжучих інструментів. Терміни й визначення шорсткості поверхонь встановлено ГОСТ 25142-82, а параметри та характеристики - ГОСТ 2789-73.
Шорсткість розглядають на обмеженій ділянці (рис. 2.2.1), довжина якої називається базовою. База відхилень профілю є його середньою лінією.
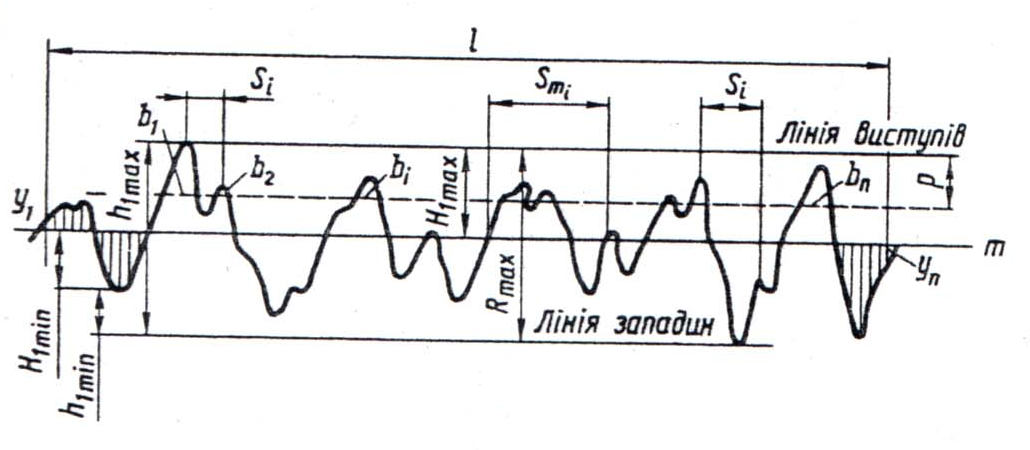
Рис.2.2.1. Графічне зображення шорсткості поверхні.
Прийнято шість параметрів шорсткості: Ra – середнє арифметичне відхилення профілю в межах базової довжини в мкм; Rz – середня висота нерівностей профілю, розрахована по десятьох точках в мкм; Rmax – найбільша висота нерівностей профілю; Sm - середній крок нерівностей; S - середжній крок нерівностей по вершинам; tp - відносна опорна довжина профілю. На практиці найчастіше користуються двома основними параметрами шорсткості Ra і Rz, які вимірюються в мкм:
![]() ,
,
 ,
,
де l – базова довжина; y – відхилення профілю; Himax – відхилення п’яти найбільших максимумів профілю; Himin – відхилення п’яти найбільших мінімумів профілю.
Шорсткість поверхні позначають на кресленнях відповідно до ГОСТ 2309-73. Структуру позначення шорсткості наведено на рис.2.2.2.
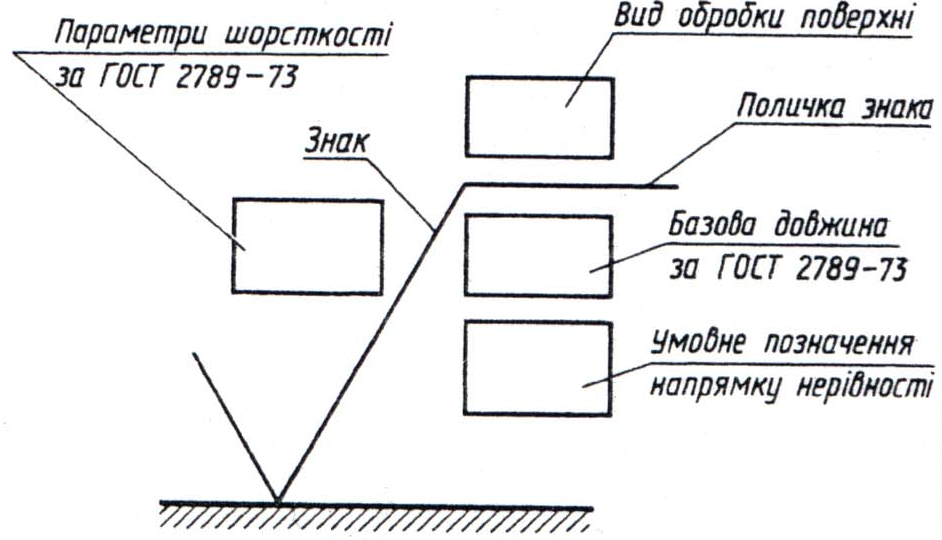
Рис.2.2.2. Структура позначення шорсткості поверхні.
Для позначення шорсткості поверхонь на кресленнях застосовують знаки, показані на рис. 2.2.3.
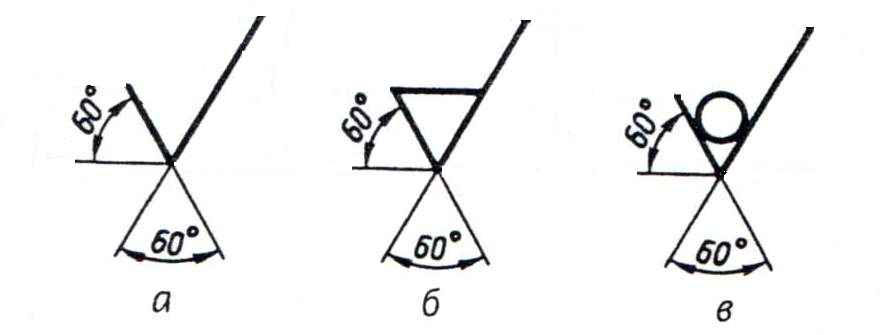
Рис.2.2.3. Знаки для позначення шорсткості поверхні.
Шорсткість поверхні, вид обробки якої не встановлюється, позначають знаком, зображеним на рис.2.2.3,а. Знак, показаний на рис.2.2.3,б, застосовують для позначення шорсткості поверхні, яка обробляється зі зняттям шару матеріалу. Поверхні, які додатково не обробляються, позначають знаком, наведеним на рис.2.2.3, в.
Значення
параметра Ra
вказують
в позначенні без символу, наприклад
![]() ,
значення інших параметрів – після
відповідного символу, наприклад
,
значення інших параметрів – після
відповідного символу, наприклад![]() .
Якщо
всі поверхні деталі мають однакову
шорсткість, то знак ставлять не на
поверхні деталі, а показують один раз
у правому верхньому куті поля креслення.
.
Якщо
всі поверхні деталі мають однакову
шорсткість, то знак ставлять не на
поверхні деталі, а показують один раз
у правому верхньому куті поля креслення.
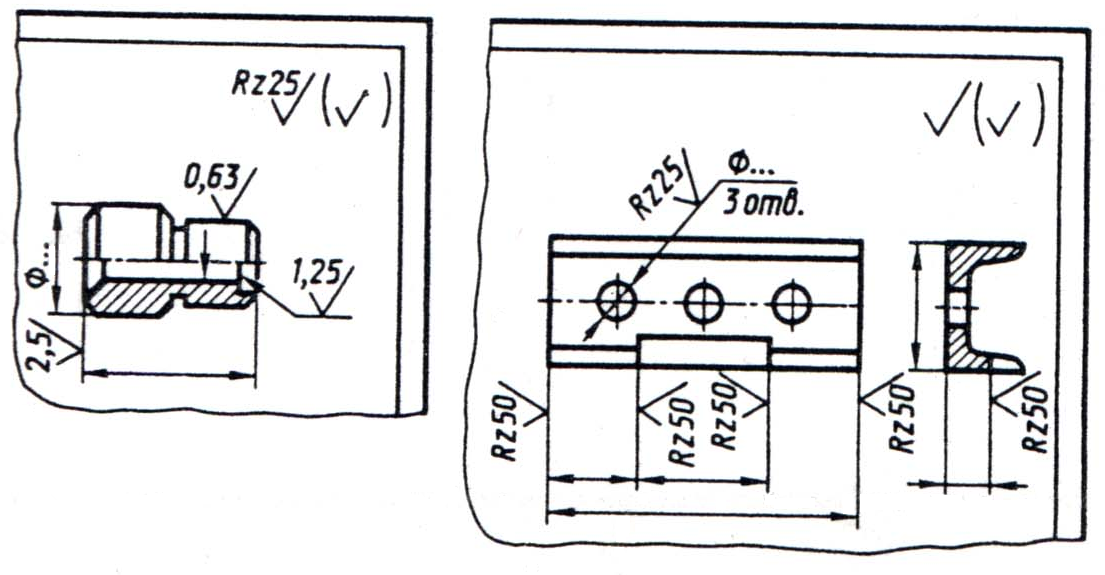
Рис.2.2.4. Позначення шорсткості поверхні на кресленнях.
Якщо деталь має якусь переважну шорсткість поверхні, то її позначають також знаком більшого розміру, який розміщують у правому верхньому куті поля креслення (рис.2.2.4). Поруч з цим знаком у дужках ставлять знак меншої висоти. Позначення шорсткості всіх інших поверхонь наносять безпосередньо на їхньому зображенні.
Приклади розміщення знаків шорсткості поверхні на зображеннях деталей відносно наведено на рис.2.2.5.
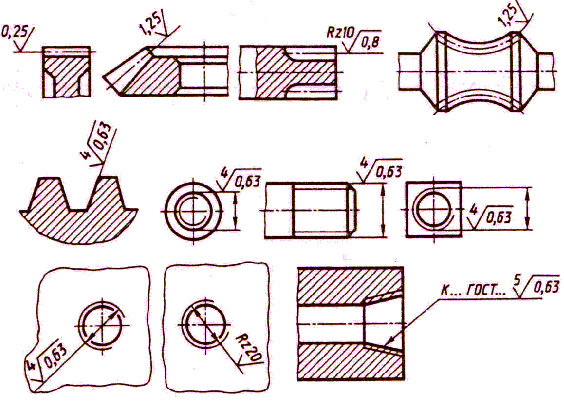
Рис.2.2.5. Розміщення знаків шорсткості поверхні на зображеннях деталей.