

12.6. Многоцелевые зубообрабатывающие станки. Конструкции
Современные зубообрабатывающие станки характеризуются использованием программного управления как для формирования циклов обработки, так и для наладки станков, благодаря чему коренным образом изменилась структура их кинематических цепей и ряд настроечных элементов. Для перемещения по всем координатам вместо передач со сменными зубчатыми колесами и различных кулачков установлены индивидуальные приводы с серводвигателями и электронными датчиками обратной связи, а также передачи качения с предварительным натягом шариков. Для управления работой зубообрабатывающих станков с ЧПУ используется многокоординатная система с несколькими одновременно работающими координатами (до шести). В станках со связанным вращением инструмента и заготовки (зубофрезерные, зубодолбежные, зубошлифовальные и др.) система ЧПУ содержит специальное устройство, синхронизирующее их вращение.
Каждому направлению перемещения рабочих органов зубообрабатывающих станков с
ЧПУ присвоены определенные обозначения осей координат, одинаковые во всех странах. Схемы расположения координатных осей приведены в табл.12.14.
К особенностям зубообработки на станках с ЧПУ относятся минимальное время переналадки станка на другие параметры заготовки, а также возможность без применения специальных устройств обрабатывать зубчатые колеса различных типов (цилиндрические, конусные, бочкообразные, червячные, некруглые и др.) за счет использования одновременного связанного перемещения по нескольким координатным осям.
Дальнейшим совершенствованием конструкций зубообрабатывающих станков с ЧПУ являются гибкие производственные модули (ГПМ), автоматически переналаживаемые на обработку зубчатых колес различных параметров и типов, включая смену инструмента, заготовки и приспособлений для установки и закрепления заготовки. Такие модули предназначены для работы как автономно, так и в составе гибкой производственной системы.
Разновидности конструктивных компоновок ГПМ для обработки зубчатых колес приведены в табл. 12.15.
Таблица 12.14. Схемы расположения координатных осей на зубообрабатывающих станках с ЧПУ
|
Тип станка |
Координатные оси | |
|
Схема расположения
|
Назначение | |
|
Для цилиндрических колес:
Зубофрезерный вертикальный |
1) |
А - поворот суппорта; В - вращение фрезы; С - вращение заготовки; X - перемещение фрезерной стойки в радиальном направлении; Y - перемещение фрезерной каретки в направлении оси фрезы; Z - перемещение каретки с фрезой в вертикальном направлении
|
|
Зубофрезерный горизонтальный |
2) |
А - поворот суппорта; В - вращение фрезы; С - вращение заготовки; X - перемещение фрезерной стойки в радиальном направлении; Y - перемещение фрезерной каретки в направлении оси фрезы; Z - перемещение стойки с фрезой в горизонтальном направлении
|


Продолжение табл. 12.14
|
Тип станка |
Координатные оси | |
|
Схема расположения
|
Назначение | |
|
Зубодолбежный
|
3) |
С - вращение долбяка; D - вращение заготовки; X - перемещение стола с заготовкой в радиальном направлении; Y - перемещение стойки с долбяком в поперечном направлении; Z - перемещение каретки с долбяком в вертикальном направлении |
|
Зубошлифовальный с червячным шлифовальным кругом |
4) |
А - поворот суппорта с заготовкой; В - вращение шлифовального круга; С - вращение заготовки; X - перемещение шлифовальной бабки в радиальном направлении; У - перемещение стойки с заготовкой в поперечном в направлении
|
|
Зубошлифовальный с профильным кругом
|
5) |
А - поворот суппорта; В - вращение шлифовального круга; С - поворот заготовки при делении; X - перемещение стойки с шлифовальным кругом в радиальном направлении; Z - перемещение каретки с шлифовальным кругом в вертикальном направлении
|
|
Зубошевинговальный
|
6) |
А - поворот шеверной головки; В - вращение шевера; С - вращение заготовки; X - перемещение стола с заготовкой в вертикальном направлении; Z - перемещение стола с заготовкой в горизонтальном направлении
|
|
Зуборезный для конических колес с круговыми зубьями
|
7) |
А - поворот бабки изделия; В - вращение инструмента; С - вращение заготовки; X - перемещение каретки с инструментом в вертикальном направлении; Y - перемещение салазок со стойкой в продольном направлении; Z - перемещение стойки с инструментом в поперечном направлении |
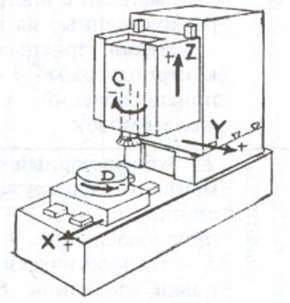




Таблица 12.15. Конструктивные компоновки гибких производственных модулей
|
Конструктивные компоновки | |
|
1) |
1 - зубофрезерный станок с ЧПУ; 2 - барабанный магазин с инструментом и перегружателем, расположенные на инструментальной стойке; 3 - магазин приспособлений, закрепленный на контрподдержке; 4 - перегружатель заготовок и приспособлений; 5 - транспортное устройство для заготовок
|
|
2) |
/ - зубофрезерный станок; 2 - магазин инструмента с перегружателем, установленный на станине станка; 3 - перегружатель заготовок и приспособлений; 4 - перегружатель магазинов; 5 - технологический тактовый стол для установки магазинов; 6 - магазины приспособлений, закрепленные на консолях перегружателя; 7 - магазины с заготовками
|
|
3) |
1 - зубофрезерный станок с ЧПУ; 2 - робот с круговой зоной действия на четыре координаты; 3 - транспортное устройство для заготовок; 4 - магазины приспособлений; 5 - магазины инструментов, расположенные в зоне действия робота
|
|
4) |
1 - зубофрезерный станок с ЧПУ; 2 - портальный загрузочно-разгрузочный робот на четыре координаты; 3 - магазин с заготовками; 4 - магазины захватов для робота; 5 - магазин приспособлений; б - магазин инструментов
|



