Тема 14. Токарные станки в составе автоматических линий х1 ъ
14.1. Требования к токарным станкам при встройке в автоматические линии (ал).
Токарная обработка деталей в АЛ выполняется на одношпиндельных револьверных, многорезцовых, гидрокопировальных и многошпиндельных прутковых автоматах, в отдельных случаях в АЛ применяют роторные токарные автоматы.
Токарное оборудование, встроенное в АЛ, является основным. Учитывая, что оно работает в напряженном ритме и со значительно меньшим контролем со стороны рабочего (малолюдный режим), необходимыми требованиями являются высокая надежность и удобство эксплуатации оборудования. Оборудование, встраиваемое в синхронные АЛ, должно иметь
Кт.и = 0,85 * 0,95, а для несинхронных линий - Кт.и = 0,75 4- 0,8.
Однотипные станки в составе системы линий, а лучше цеха, должны отличаться максимальным использованием однотипных конструкторских решений, взаимозаменяемостью и унификацией изнашиваемых узлов и деталей (в пределах цеха), удобством подхода к узлам при их обслуживании, удобством схода стружки, возможностью уборки и чистки с использованием механизированных средств, конструктивными решениями, облегчающими техническое обслуживание. Применение в многошпиндельных автоматах и других станках взаимозаменяемых узлов обеспечивает узловой метод ремонта.
Обязательными являются встройка в станок транспортера для удаления стружки, наличие централизованной смазки, удобство об,- служивания и ремонта. Токарные станки должны иметь полностью закрытую рабочую зону (без шлангов, кабелей и т.д.) и систему ограждения, обеспечивающие работу при автоматической загрузке.
При создании АЛ из токарных станков следует использовать однотипное оборудование, обладающее взаимозаменяемостью сменных узлов. Характерным примером являются патроны многошпиндельных токарных автоматов. Количество однотипных токарных станков, например, в автоматическом цехе по обработке деталей подшипников, доходит до 30, и важно, чтобы одни и те же узлы могли быть использованы на любом станке.
14.2. Типовые схемы компоновок AJI с токарными станками [2]
. В зависимости от обрабатываемой заготовки и типа АЛ существует несколько типовых схем компоновок АЛ, включающих токарные станки. Некоторые из них и схемы обслуживания АЛ промышленными роботами приведены в табл. 14.1.
Особенности построения гибкой AJI (ГАЛ) для обработки деталей типа тел вращения.
ГАЛ для обработки тел вращения строят из станков с ЧПУ, управляемых от ЭВМ на базе традиционных компоновок. Применение станков с ЧПУ связано с их легкой переналаживаемостью при переходе на обработку аналогичных деталей, а также возможностью работать во вторую и третью смены с минимальным участием персонала.
В качестве транспортно-загрузочной системы используют конвейеры различных типов, промышленные роботы и набор вспомогательного оборудования (тары-накопители, кассеты и т.п.).
Таблица 14.1.. Типовые схемы компоновок АЛ с токарными станками
|
Схема компоновки АЛ |
Назначение, характеристика |
|
1 |
2 |
|
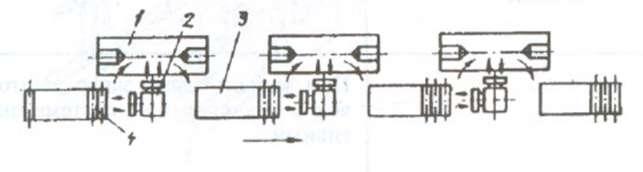
Для обработки деталей типа валов С фронтальным расположением технологического оборудования, зоной транспортирования с передней стороны станков на уровне центров с загрузкой в рабочую зону автоопреторами | |
|
С жесткой связью 1)
|
Для АЛ из трех-пяти станков с длительным циклом обработки. Транспортирование валов между станками проводится при продольном расположении их осей относительно транспортного потока. Разработаны типовые узлы АЛ для обработки валов диаметром 32 - 100 мм и длиной 360 - 1000 мм
|
|
С гибкой связью 2)
|
При коротких циклах обработки. Транспортирование валов производится при поперечном расположении их осей относительно транспортного потока. Такую схему используют для валов длиной до 700 мм. Компоновку АЛ применяют для обработки деталей типа гладкого вала, вала электродвигателя, оси катка и т.п.
|
|
С фронтальным расположением оборудования и верхним транспортированием с помощью портальных устройств | |
|
С автооператором с двумя рабочими органами 3)
|
При встройки в АЛ различного оборудования при коротких циклах обработки с загрузкой автооператором с двумя рабочими органами
|
|
С двумя автооператорами, каждый с одним рабочим органом 4)
|
При встройке в АЛ различного оборудования при больших циклах обработки с загрузкой двумя автооператорами, каждый с одним рабочим органом. Компоновку применяют в АЛ для обработки валов сложной конфигурации типа поворотного кулака, вилки карданного вала, заднего и среднего мостов и т.п.
|
Продолжение табл. 14.1
|
Схема компоновки АЛ |
Назначение, характеристика |
|
1 |
2 |
|
С поперечным расположением оборудования и сквозной зоной прохождения транспортного потока. Станки допускающие транспортирование заготовок через зону обработки. Применяют для фрезерно-центровальных, токарных и агрегатных станков | |
|
С жесткой связью 5)
|
Транспортная система расположена в зоне площади, занимаемой станками. Однако станки должны обладать специальной рабочей зоной для сквозного транспортирования заготовок с так называемыми "окнами" в станине. Детали сложной конфигурации типа поворотного кулака, вилки, карданного вала заднего и среднего мостов и т.п. |
|
С гибкой связью 6)
|
При гибкой связи запас заготовок в транспортной системе активный
|
|
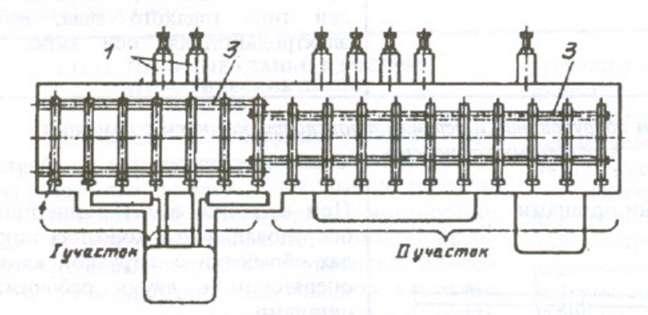
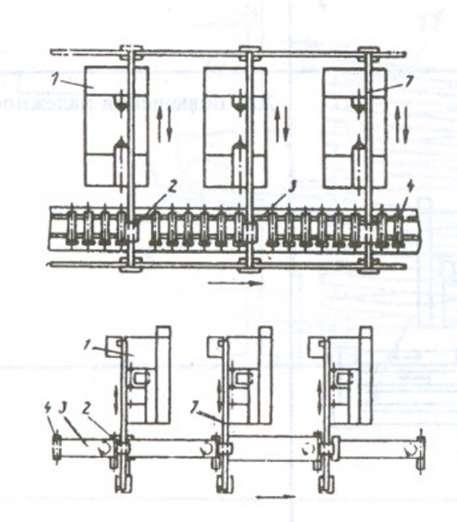
С гибкой связью и вертикальным межоперационным конвейером 7) 7) |
Для увеличения межоперационного задела конвейер может быть выполнен вертикальным. Компоновку АЛ применяют для обработки валов типа вала электродвигателя, первичного, вторичного и промежуточного валов коробки передач и т.п.
|

Продолжение табл. 14.1
|
Схема компоновки АЛ |
Назначение, характеристика |
|
1 |
2 |
|
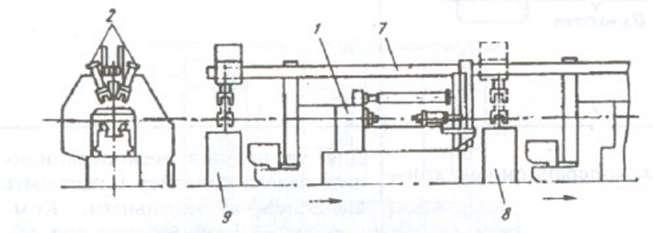
С фронтальным расположением оборудования, зоной транспортирования с передней стороны станков и загрузкой в рабочую зону автооператором сверху | |
|
С межагрегатной гибкой связью 8)
|
При комплексной обработке крупногабаритных деталей, для обработки деталей типа вагонной оси, заднего и переднего мостов и т.п. |
|
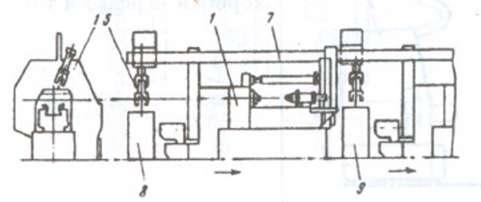
С поперечным расположением оборудования и боковой зоной прохождения транспортного потока, с жесткой или гибкой связью без ветвления потока с последовательной и параллельной обработкой | |
|
С гибкой связью и последовательной обработкой 9) 9 |
Встраивают различное по назначению технологическое оборудование. Последовательное выполнение операций технологического процесса. Необходима одинаковая длительность цикла у всех единиц оборудования. Транспортная система - один конвейер на всей линии. При различной длительности циклов используют независимо работающие конвейеры у каждого станка
|

Продолжение табл. 14.1
|
Схема компоновки АЛ |
Назначение, характеристика |
|
1 |
2 |
|
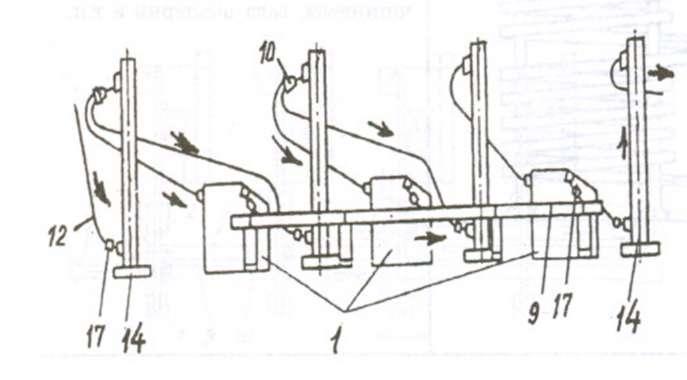
С гибкой связью и параллельной обработкой 10)
|
Выполнение одной операции на нескольких параллельно работающих станках: один конвейер для заготовок, другой - для обработанных деталей. Допускается установка параллельно работающих станков на обе стороны от конвейера. Для обработки деталей типа шпинделя, вала коробки передач, цапф заднего моста и т.п. Преимущества: сокращение длины AJI и числа автооператоров. Недостатки: усложнение автооператоров и частичная взаимосвязанность параллельно работающих станков
|
|
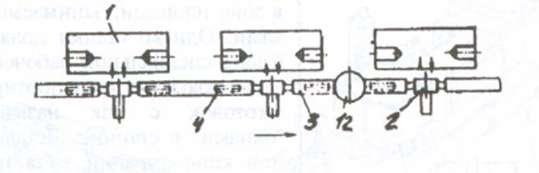
С гибкой связью и последовательно-параллельной обработкой 11)
|
Параллельно работающие станки. Число конвейеров равно числу параллельно работающих станков. Все параллельно работающие станки независимы |
|
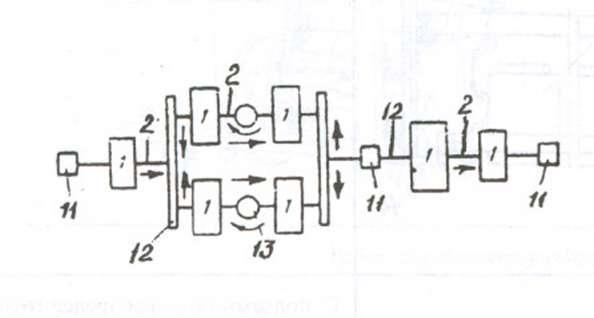
С гибкой связью и ветвящимся потоком 12)
|
Для повышения надежности АЛ
|



Продолжение табл. 14.1
|
Схема компоновки АЛ |
Назначение, характеристика |
|
1 |
2 |
|
Со смешанной структурой расположения оборудования и параллельно-последовательными транспортными потоками | |
|
С гибкой связью 13)
|
Загрузка деталей в рабочую зону выполняется на уровне центров, что уменьшает затраты времени на транспортно-загрузочные операции и упрощает транспортную систему. Применяют при коротких циклах и необходимости встройки различного (по длительности обработки) оборудования, для обработки деталей типа штока амортизатора и т.п.
|
|
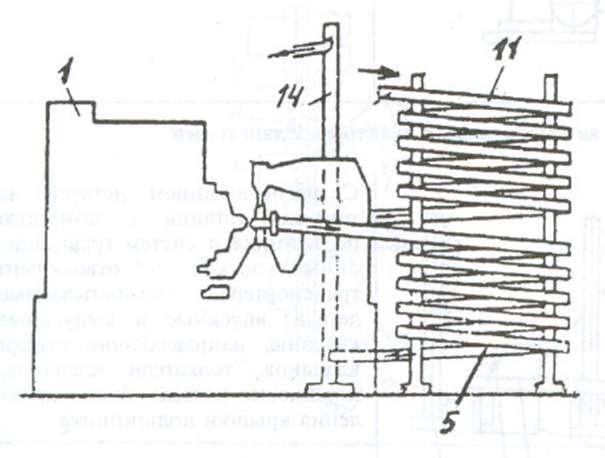
Со смешанной структурой расположения оборудования и транспортирования деталей в вертикальном положении | |
|
С гибкой связью и смешанной структурой транспортного потока 14)
|
Метод транспортирования - гравитационный. Детали, имеющие горизонтальное устойчивое положение, транспортируются по лоткам качения. Детали, не имеющие устойчивого положения, а также не допускающие соударения, транспортируются в приспособлениях - спутниках. Загрузка заготовок в станки и обработка осуществляются без спутников. Применяют для обработки деталей типа шпинделя, вала-шестерни и т.п.
|
Продолжение табл. 14.1
|
Схема компоновки АЛ |
Назначение, характеристика |
|
1 |
2 |
|
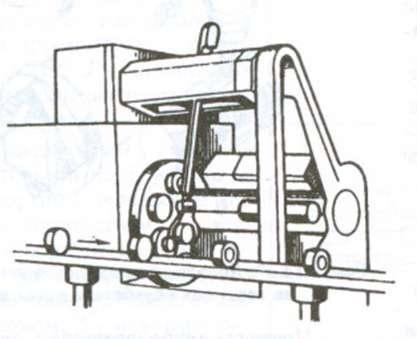
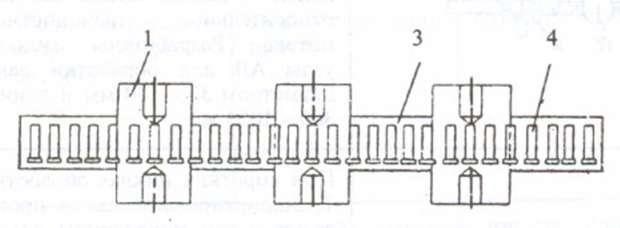
Для обработки деталей типа колец подшипников | |
|
|
С конвейером-распределителем заготовок между станками и отводящим конвейером 15) |
|
|
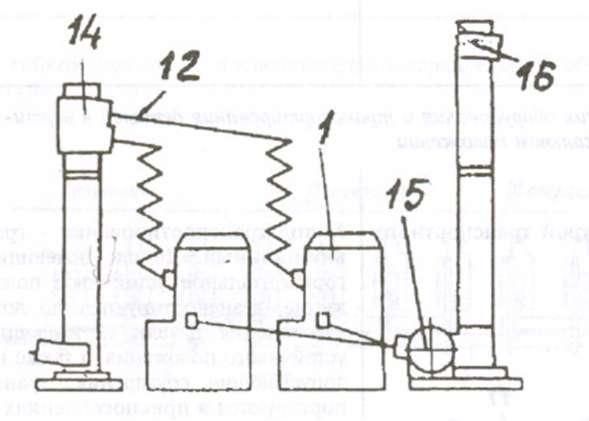
С подъемником-распределителем заготовок между станками и отводящим лотком 16) |
|
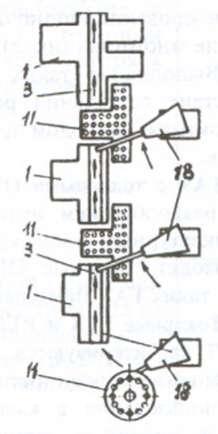
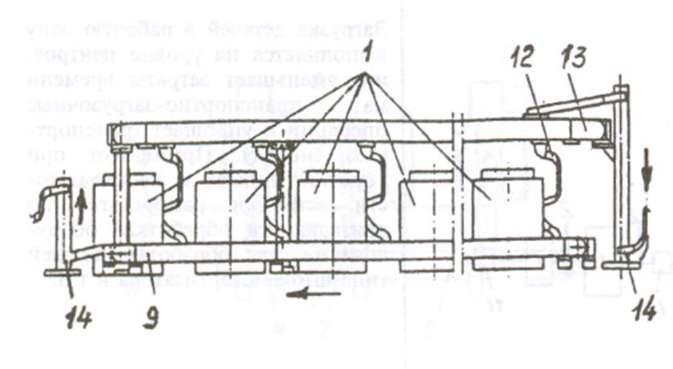
Для обработки деталей автомобильных и тракторных двигателей | |
|
|
С распределением деталей на токарные станки с помощью подъемника и систем гравитационных лотков и отводящего транспортера. Обрабатываемые детали: впускные и выпускные клапаны, направляющие втулки клапанов, толкатели клапанов, поршневые пальцы, болты крепления крышки подшипника 17) |
Продолжение табл. 14.1
|
Схема компоновки АЛ |
Назначение, характеристика |
|
1 |
2 |
|
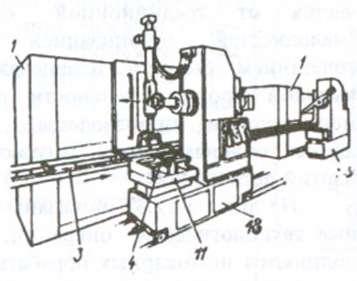
Обслуживание оборудования AJI промышленным роботом Робот встроен в оборудование | |
|
|
Промышленный робот встроен в оборудование АЛ. Система управления общая для оборудования и робота. Необходимая подача заготовки на фиксированную загрузочную позицию производится конвейером или тактовым магазином 18) |
|
Робот расположен у оборудования | |
|
|
Для загрузки АЛ заготовками. Робот имеет общую или раздельную с оборудованием систему управления. Необходима подача заготовки на фиксированную позицию (конвейером или тактовым магазином) 19) |
|
Робот обслуживает группу станков | |
|
|
Заготовки подаются в ориентированной таре (магазинах). В сочетании с конвейером обеспечивается создание межоперационных заделов. После обработки на АЛ готовые изделия могут быть уложены в тару ориентированными. Компоновку АЛ применяют для обработки деталей типа гладкого вала, оси катка и т.п. 19) |
|
Примечание. 1 - станок; 2 - автооператор; 3 - межоперационный конвейер; 4 - изделие (заготовка); 5 - загрузочное устройство; 6 - разгрузочное устройство; 7 - портальное устройство; 8 - подающий конвейер; 9 - отводящий конвейер; 10 - делитель потока; 11 - магазин; 12 - гибкий лоток; 13 - конвейер-распределитель; 14 - подъемник; 15 - механизм приема колец; 16 - универсальный подъемник; 17 - отсекатель; 18 - промышленный робот | |