

12.4. 1Ш1ицефрезерные станки. Конструкции
Обработка шлицев может проводиться на обычных зубофрезерных станках методом обкатки. Однако значительное количество обрабатываемых деталей имеют длину шлицев, превышающую технологические возможности зубофрезерных станков. Это вынудило создать специально станки для фрезерования шлицев, имеющие горизонтальную ось устанавливаемой заготовки.
В свою очередь на таких станках возможна обработка деталей типа "вал- шестерня". Наибольший диаметр турбинных колес, обрабатываемых на горизонтальных шлицезубофрезерных станках достигают 1800 мм при длине до 4000 мм.
Основные компоновки шлицефрезерных станков и их отличительные особенности приведены в табл. 12.11.
Вследствие значительного конструктивного подобия узлы шлицефрезерных станков аналогичны 'зубофрезерным. Дополнительно фрезерные суппорты оснащают центроискате- лями, делительные пары 1 (рис. 12.18) шпинделей изделия выполняют многозаход- ны.ми, а сами шпинделя 2 имеют сквозные отверстия для возможности размещения концов длинных валов.
В качестве шпиндельных опор тяжелых горизонтальных станков используют гидростатические подшипники.
Основная сложность создания шлицефрезерных станков - обеспечение минимального числа нарезаемых зубьев (г =3 5) при высокой скорости резания и точности обработки.
Этот фактор ограничивается допустимой скоростью скольжения делительного червяка (vCK < 5 м/с) и желанием в целях обеспечения точности иметь на делительной передаче максимально большое передаточное отношение.
Часто шлицефрезерные станки выпускают без дифференциала главных образом для нарезания шлицев и прямозубых колес. Обработка косозубых колес при необходимости проводится бездифференциальной настройкой цепи деления.
Однако ряд станков выпускаются со сложными кинематическими цепями и сменными головками, позволяющими обрабатывать кроме широкого диапазона зубчатых колес, резьбы, одно- и многозаходные червяки, стружечные канавки инструментов.
Для нарезания шлицев на валах используются специальные горизонтальные фрезерные станки, обрабатывающие фасонными фрезами одновременно две детали с единичным делением на шлиц после очередного прохода.
12.11. Компоновки шлицефрезерных станков
|
Конструктивные компоновки |
Особенности компоновки | |
|
|
Ось заготовки горизонтальна. Заготовка неподвижна. Настройка на межосевое расстояние осуществляется кареткой с фрезерным суппортом. Осевая подача - салазками, несущими каретку. Компоновка удобна для автоматизации, так как заготовка неподвижна. Однако трудно обеспечить высокую жесткость инструментальных салазок
| |
|
|
Ось заготовки горизонтальна. Осевая подача осуществляется столом с заготовкой. Настройка на межосевое расстояние - кареткой с фрезерным суппортом. Для повышения жесткости можно направляющие расположить наклонно. Компоновка обеспечивает высокую жесткость. Однако усложняется автоматизация и при значительной длине обрабатываемых валов увеличиваются габариты станка
| |
|
|
Ось заготовки горизонтальна. Заготовка неподвижна. Настройка на межосевое расстояние осуществляется инструментальной стойкой. Осевая подача - салазками, несущими суппорт. Компоновка удобна для автоматизации. Однако увеличиваются габариты инструментальной стойки
| |

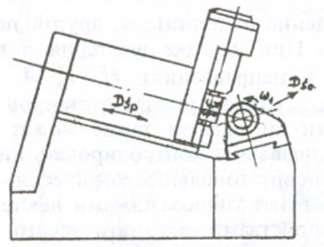


Рис. 12.18. Суппорт шлицефрезериого станка