

Знаки, используемые в условном обозначении шва

№ 1 – шов прерывистый или точечный с цепным расположением провариваемых участков с указанием длины участка l и шага t (рис. 2.19а). Угол наклона линии 60º.
№ 2 – шов прерывистый или точечный с шахматным расположением провариваемых участков с указанием длины участка l и шага t (рис. 2.19б).

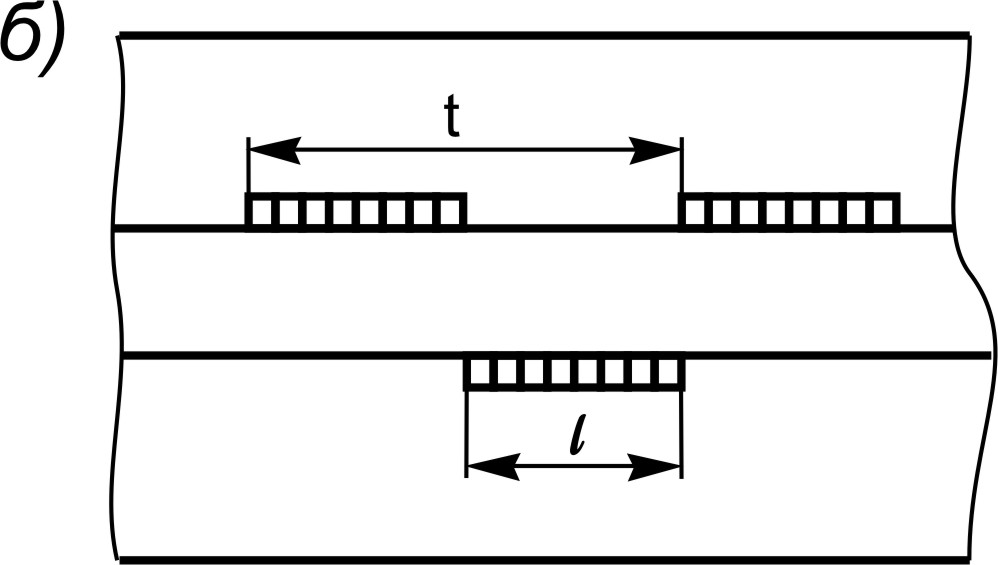
а б
Рис. 2.19. Длина и шаг провариваемого участка
№ 3 – выпуклость (усиление) шва снять (с указанием или без указания шероховатости обработанной поверхности шва).
№ 4 – наплывы и неровности шва обработать с плавным переходом к основному металлу.
№ 5 – указать размер катета поперечного сечения шва (в нахлесточном, угловом и тавровом соединениях).
№ 6 – шов по замкнутой линии. Диаметр знака 3–5 мм.
№ 7 – шов по незамкнутой линии, если расположение шва ясно из чертежа.
№ 8 – шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения.
Вспомогательные знаки выполняют тонкими линиями. Высота знаков должна быть одинаковой по высоте с цифрами, входящими в обозначение шва.
4. Знак № 5 (см. табл. 2.3) и размер катета по стандарту на типы и конструктивные элементы швов сварных соединений. Многие типы швов (тавровые, угловые и нахлесточные) характеризуются размером катета k треугольного поперечного сечения шва (рис. 2.20).
Катет углового шва – сторона наибольшего равнобедренного треугольника, который можно вписать в сечение шва.
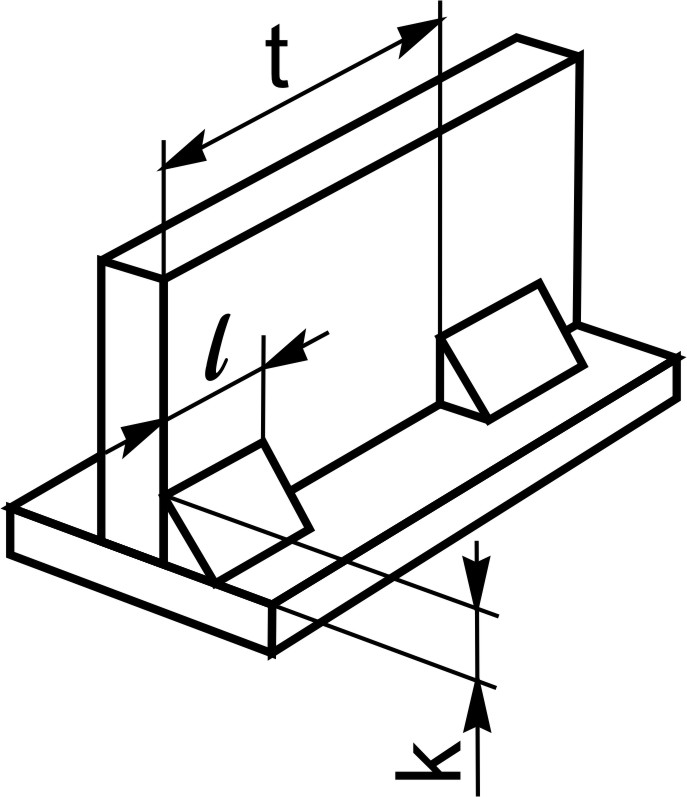
Рис. 2.20. Параметры сварного шва
5. Для прерывистого шва размеры l и t (см. рис. 2.19, 2.20), разделенные знаком № 1 (см. табл. 2.3) для цепного шва или знаком № 2 для шахматного шва.
Для одиночной сварной точки – расчетный диаметр точки.
Для шва контактной точечной или электрозаклепочной сварки расчетный диаметр точки и шаг, разделенные знаком № 1 (см. табл. 2.3) для цепного шва или знаком № 2 для шахматного шва.
Для шва контактной роликовой сварки – расчетная ширина шва.
Для прерывистого шва контактной роликовой сварки – расчетная ширина шва, знак умножения, длина провариваемого участка, знак № 1 (см. табл. 2.3) и шаг.
6. Обозначение вспомогательных знаков № 3, 4, 7 (см. табл. 2.3).
7. Обозначение вспомогательных знаков № 6 и 8 (см. табл. 2.3).
Обозначение нестандартного сварного шва
Для швов с нестандартной формой и размерами структура условного обозначения более простая (рис. 2.21). Способ сварки указывают в технических требованиях чертежа.

Рис. 2.21. Структура обозначения нестандартного сварного шва
Условное обозначение шва наносят над полкой линии-выноски для шва с лицевой стороны (рис. 2.22а, б) и под полкой линии-выноски для шва с обратной стороны (рис. 2.22в).
Обозначение шероховатости механически обработанной поверхности шва наносят над или под полкой линии-выноски после условного обозначения шва (рис. 2.22б, в), либо приводят в технических требованиях чертежа записью по типу: «Параметр шероховатости сварных швов…».



а б в
Рис. 2.22. Расположение условного обозначения (УО) с лицевой
и обратной стороны шва
Сварочные материалы указывают на чертеже в технических требованиях (допускается не указывать).