

1. Пайка
Пайка – один из наиболее распространенных видов неразъемных соединений, используемых в ювелирном производстве. Подавляющее большинство операций, особенно при изготовлении мастер-моделей, производятся посредством пайки. Большинство монтировочных работ невозможны без данного вида соединения. Это относится, прежде всего, к сложным ювелирным изделиям, например, филигранным украшениям, звеньям цепочек, креплению готовых элементов, соединению шинок колец с оправами камней и т.д.
Кроме производства ювелирных украшений, пайка применяется при их ремонте: изменение размера кольца, ремонт или изменение размещения крапанов, замена замков и других элементов украшений и т.д. Применение пайки также необходимо при реставрации и реконструкции старинных изделий. Кроме того, пайку можно использовать для исправления дефектов литья (например, крупные поры на отливках можно заполнить подходящим припоем с применением локального нагрева) [3].
1.1. Основные понятия процесса пайки
Пайка – процесс соединения металлических деталей, находящихся в твердом состоянии при помощи более легкоплавкого сплава, называемого припоем. Между расплавленным припоем и основным металлом происходят на небольшой глубине процессы взаимного растворения и диффузии, в результате которых при застывании получается прочное соединение деталей.
Пайка определенным припоем должна производиться внутри некоторого температурного интервала. Нижняя граница, так называемая рабочая температура, – это минимальная температура поверхности детали, при которой припой смачивает соединяемые материалы, растекается и соединяет детали, образуя сплав. Сверху температура пайки ограничена максимальной температурой пайки, при превышении которой припой сгорает, и соединение получается дефектным. Рабочая и максимальная температуры пайки указываются изготовителем припоя.
При пайке металлы соединяются в результате смачивания, растекания жидкого припоя по нагретым поверхностям и затвердевания его после охлаждения. Предпосылкой смачивания поверхности металла жидким припоем является чистая поверхность соединяемых деталей. Однако в большинстве случаев она загрязнена и покрыта слоем окисла, который необходимо удалить перед нанесением припоя.
Химикаты, применяемые при пайке для облегчения соединения металлов и способствующие удалению окислов из места пайки, называют флюсами. Флюс наносится на места пайки в виде тонкого слоя, растворяет загрязнения и слой окисла. После этого жидкий припой может смачивать очищенную поверхность металла и растекаться по ней. Температурой активности флюсов называют ту наименьшую температуру, при которой они выполняют свои функции [4].
1.2. Принципы, лежащие в основе процесса пайки
Для успешного выполнения паяных соединений должны соблюдаться следующие требования.
1. Температура ликвидуса припоя должна быть ниже температуры солидуса соединяемого металла. В идеале разница между этими температурами должна составлять минимум 50°С, чтобы с уверенностью избежать начала оплавления кромок.
Ликвидус – температура, выше которой сплав находится полностью в жидком состоянии.
Солидус – температура, ниже которой сплав полностью твердеет.
2. Несмотря на то, что во время пайки не происходит плавления металла спаиваемых поверхностей, через границу раздела жидкой и твердой фаз происходит диффузия атомов, обеспечивающая прочное сцепление. Поэтому припой должен быть химически и металлургически совместим с паяемым металлом. В противном случае на границе раздела возможно образование хрупких интерметаллических соединений, ведущее в конечном итоге к разрушению шва.
3. Для того чтобы расплавленный припой затекал в зазор (так называемый стыковой зазор) между соединяемыми деталями, он должен полностью «смачивать» эти поверхности.
Согласно классической теории смачивания жидкость растекается по поверхности с образованием краевого угла смачивания φ. При значениях краевого угла φ = 180° смачивание отсутствует, жидкость собирается в отдельные шарики. При значениях краевого угла 90° < φ < 180° имеет место неполное смачивание. При значениях краевого угла φ < 90° смачивание происходит, и жидкость растекается по поверхности. Причем, чем меньше угол φ, тем больше площадь растекания (рис. 1.1).
Для достижения условий, благоприятствующих смачиванию, важно, чтобы поверхности стыка были очищены от жира, грязи и оксидных пленок. Для этого в процессе пайки используют флюс или защитную атмосферу.
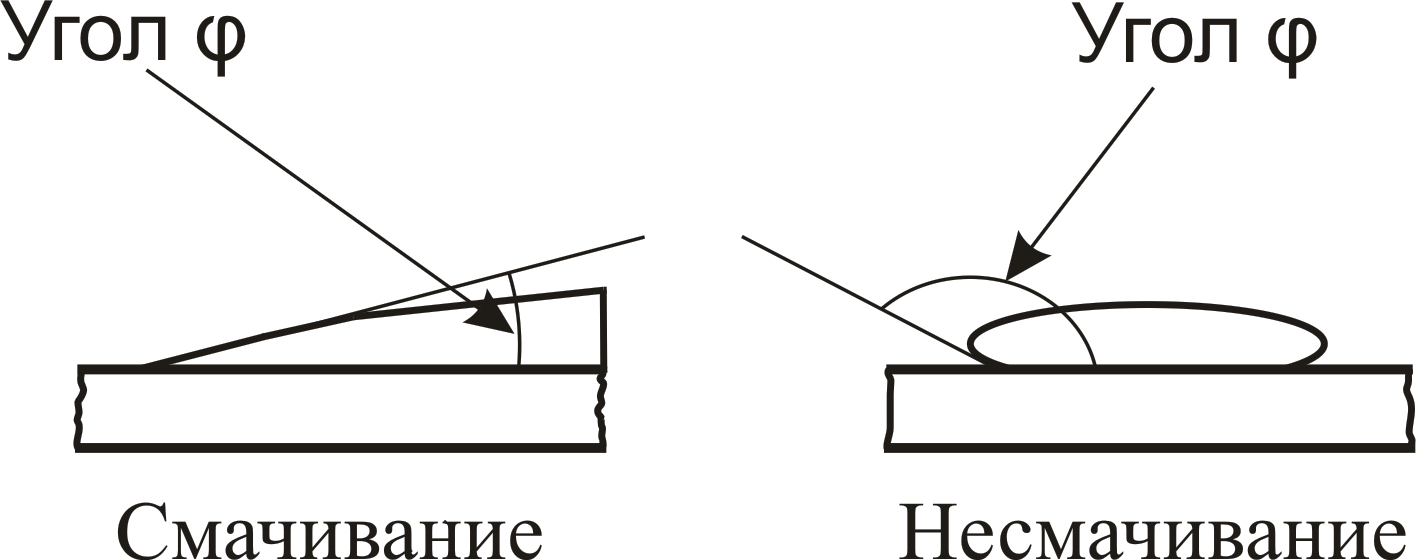
а б
Рис. 1.1. Степень смачивания поверхности в зависимости
от величины краевого угла: а – смачивание; б – несмачивание
4. Величина стыкового зазора является важным фактором при планировании паяных соединений. Расплавленный припой втягивается в зазор под действием капиллярных сил, называемых иногда капиллярным притяжением. Величина капиллярной силы зависит от поверхностного натяжения припоя, его плотности, краевого угла φ и величины стыкового зазора. Для получения качественного паяного шва на ювелирном изделии рекомендуется величину зазора устанавливать в пределах 0,01–0,1 мм.
Для демонстрации этого явления можно погрузить кончики стеклянных трубок с небольшим внутренним диаметром в сосуд с жидкостью. При этом жидкость внутри трубок поднимется выше уровня жидкости в сосуде. Чем меньше диаметр трубки, тем выше внутри нее поднимется жидкость. Диаметр трубки здесь играет роль зазора, т.е. расстояния между соединяемыми поверхностями (рис. 1.2).
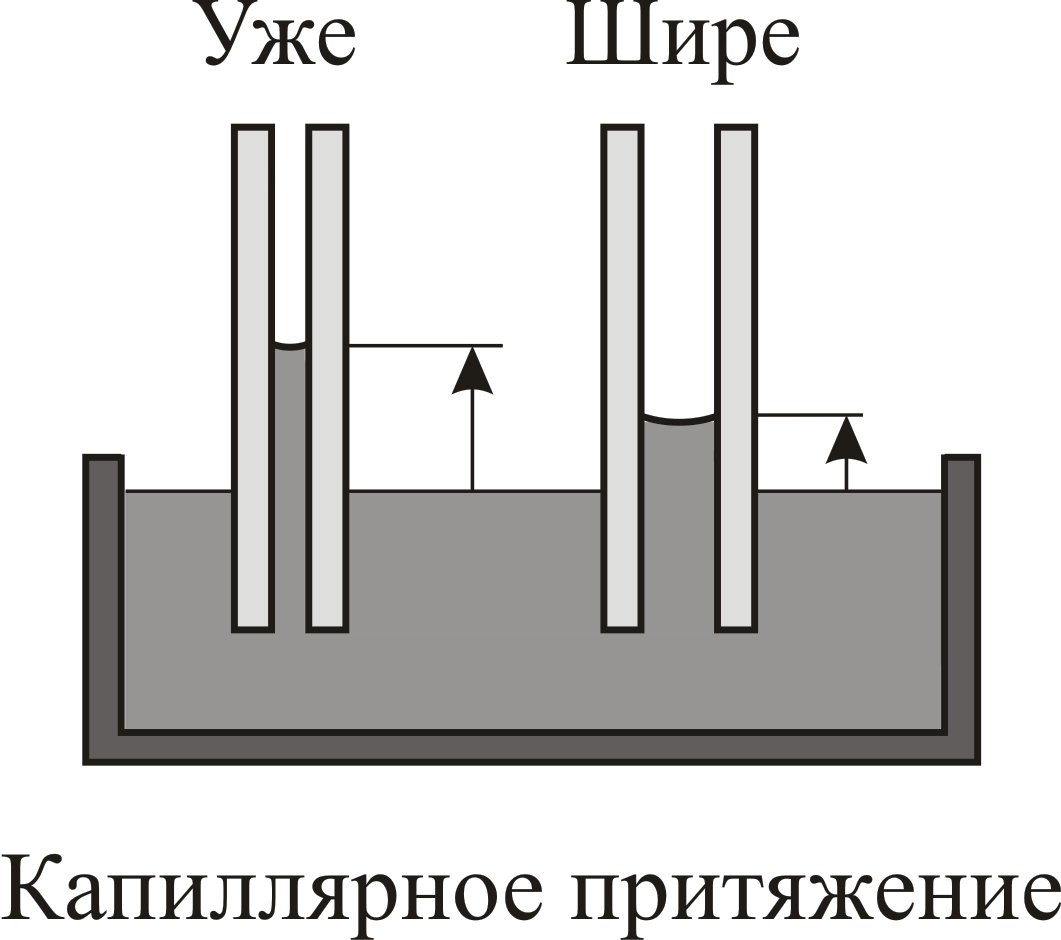
а б
Рис. 1.2. Капиллярное притяжение:
а – меньший диаметр; б – больший диаметр
5. Скорость, с которой расплавленный припой втягивается в зазор, зависит от его вязкости. Вязкость, поверхностное натяжение и краевой угол уменьшаются при росте температуры выше температуры ликвидуса припоя. При этом припой легче течет и легче заполняет зазор. Типичное время заполнения зазора припоем составляет порядка 0,1 с.
6. Неровности на поверхности благоприятно влияют на течение и растекание расплавленного припоя. Это происходит в результате уменьшения эффективного краевого угла φ. Кроме того, сетка тонких каналов, образуемая неровностями поверхностей, увеличивает капиллярные силы [2, 5].
Например, поверхности, обработанные карборундовой шкуркой зернистостью 400, дают лучшее заполнение зазора, чем полированные.