

4.5 Расчет размеров и объема прибыли
Расчет размеров цилиндрических прибылей проводим по методу вписанных окружностей.
Определяем следующие параметры прибыли:
Диаметр сферы, вписанной в верхний узел отливки, dу.в.=50 мм;
Толщина шейки прибыли dш
dш= dу.в,
dш=50 мм.
Высота шейки прибыли, hш:
hш=0,5· dу.в,
hш=0,5·50=25,
Поперечный размер нижнего основания прибыли, Dпр
Dпр=k·dу.в.,
Dпр=1,4·50=70 мм.
Считаем, что прибыль будет закрытой и иметь круглое сечение; ее высота:
hз.п.=(2,5÷3)dу.в.;
hз.п.=(125÷150)мм;
Принимаем hз.п.=135мм.
Высота шейки прибыли, исходя из удобства обрезки дисковой фрезой, принимаем 10 мм.
Расчет размеров прибыли представлен в таблице 8.
Таблица 8 - Расчет размеров прибыли
|
Характерные размеры |
Расчетные значения, мм |
|
Диаметр сферы, вписанной в верхний узел отливки, dу.в. |
50 |
|
Толщина шейки прибыли dш |
50 |
|
Высота шейки прибыли, hш |
25 |
|
Поперечный размер нижнего основания прибыли, Dпр |
70 |
|
Высота, hз.п. |
135 |
Геометрическое расположение характерных размеров представлено на рисунке 11.
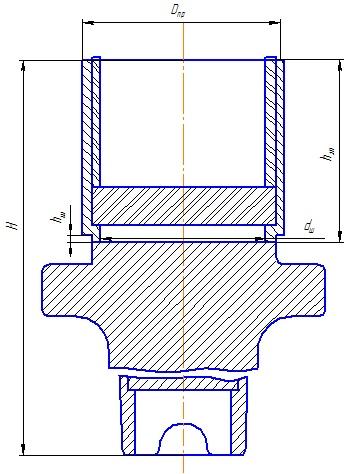
Рисунок 11 - Геометрическое расположение характерных размеров прибыли
Объем прибыли Vпр рассчитывается по формуле Намюра-Шкленника:

где m – безразмерный коэффициент, зависящий от расстояния между прибылью и местом подвода металла к отливке, m=1;
ξ – безразмерный коэффициент конфигурации прибыли, ξ=108;
Rэ.т.у. – эффективная приведенная толщина теплового узла, см, Rэ.т.у. =1,25 см;
β – объемная усадка сплава, %, β=6%;
y – безразмерный коэффициент , учитывающий относительную продолжительность времени затвердевания теплового узла и прибыли, y=1;
Z – безразмерный коэффициент, характеризующий тепловое состояние прибыли и теплового узла, Z=1;
Vф – объем формы или той части для которой рассчитывается прибыль, см3, Vф=1308 см3.

5 Расчет временных показателей формирования отливки и оценка эффективности получения отливки способом ЛВМ
Технологический выход годного (ТВГ) рассчитаем по формуле:
где мотл – масса отливки,кг; мотл=9,1 кг;
мл.с - масса литниковой системы с учетом массы прибыли; мл.с =13,9 кг.

Время заполнения определяем по формуле Г.М. Дубицкого:
где S – коэффициент времени, S= 1,5
δ – преобладающая толщина стенки отливки, δ=10 мм,
G – масса жидкого металла.

Определяем время затвердевания отливки τзатв:
где Rэ – эффективная приведенная толщина отливки;
ρ – плотность отливки в интервале затвердевания, кг/м3;
L – теплота кристаллизации сплава, Дж/кг, L=267 кДж/кг
tкр – эффективная температура кристаллизации сплава;
tфн – температура формы на этапе затвердевания, tфн=900°С;
у – коэффициент, учитывающий конфигурацию отливки; для отливки типа плиты у=1.
Приведенная толщина для отливки в форме цилиндра:

Коэффициент тепловой аккумуляции формы bф:

где ƛ – коэффициент теплопроводности, Вт/м·К,
ρ – плотность металла, г/см3,
с – удельная теплоемкость, Дж/кг·К

Эффективная температура кристаллизации сплава:


Температура выбивки Твыб=600°С.
Выбивка при высоких температурах нежелательна, так как охлаждение отливки будет неравномерным. Это способствует накоплению внутренних напряжений и короблению, [9].
Время охлаждения отливки в форме определяется по формуле:

где n – показатель, зависящий от свойств формы, n=1;
М – коэффициент, зависящий от физических свойств формы и интенсивности теплообмена;
R – приведенная толщина отливки;
 -
разность между температурой солидуса
и начальной температурой формы,
-
разность между температурой солидуса
и начальной температурой формы,


Время охлаждения на воздухе τв=40 мин.
Полное время формирования отливки:
τ=τз+τзатв+τф+τв,
τ=9,19+411,6+299,4+2400=3120 с=52 мин
Отливка типа муфта в условиях ЛВМ выполняется цельнолитой с частичной доработкой ее механически.