

2.7.4. Вращающаяся дуга
Э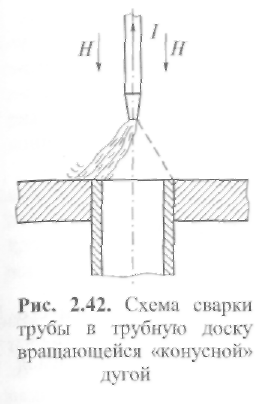 ффект
перемещения дуги в поперечном внешнем
магнитном поле используется для ее
вращения с образованием конической или
цилиндрической поверхностей.
ффект
перемещения дуги в поперечном внешнем
магнитном поле используется для ее
вращения с образованием конической или
цилиндрической поверхностей.
Вращающаяся «конусная» дуга применяется для сварки кольцевых швов малого диаметра, например соединения трубы с трубной доской (рис. 2.42), по оси которой располагается неплавящийся электрод. С помощью соленоида создается магнитное поле, параллельное оси электрода. При горении дуги «электрод - кромка» столб ее оказывается направленным поперек поля Н¯, что и вызывает вращение дуги. Частота вращения п прямо пропорциональна напряженности поля Н и току дуги I и достигает обычно несколько тысяч оборотов в минуту. Сварка изделия происходит за несколько секунд, что соответствует 100-1000 оборотам дуги. Использование вращающейся дуги весьма упрощает сварочную аппаратуру.
Применяют также не стержневой, а фигурный неплавящийся электрод, форма которого соответствует конфигурации свариваемой кромки. Сдвиг электрода относительно кромок изделия должен обеспечить взаимодействие столба дуги с поперечным внешним магнитным полем. Фигурным медным электродом удается сваривать детали произвольной формы, что весьма перспективно при массовом производстве таких изделий, как конденсаторы, герметизированные изделия автоматики и т. д.
Способ сварки кольцевых швов труб вращающейся «бегущей» дугой заключается в том, что на концы труб надеваются два соленоида - катушки, включенные встречно (рис. 2.43). Благодаря этому в зазоре между трубами создается радиальное магнитное поле В (В = μaH). Если между торцами труб зажечь дугу, то на нее будет действовать тангенциальная сила. Движение дуги вначале ограничивается той скоростью, с которой может перемещаться по поверхности холодной трубы катодное пятно. По мере разогрева торцов скорость движения дуги vCB возрастает, достигая весьма больших значений. После выключения дуги осуществляется осадка труб.
В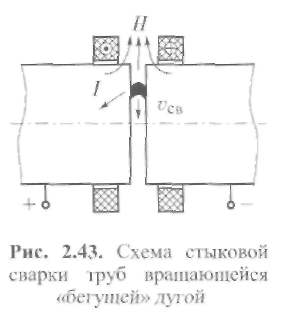 оздействие
магнитогидродинамических явлений на
ванну расплавленного металла можно
использовать не только для регулирования
глубины проплавления, но и для управления
положением сварочной ванны в зазоре
стыка (см. рис. 2.41). Для этого необходимо
создать в металле вертикальные
объемные силы, что вполне осуществимо.
Поперечное внешнее магнитное поле
можно использовать также для управления
формированием шва в разных пространственных
положениях. При многодуговой сварке в
одну сварочную ванну и при трехфазной
сварке магнитогидродинамические эффекты
даже в отсутствие внешнего магнитного
поля позволяют существенно расширить
технологические возможности процесса.
Магнитное воздействие на сварочную
ванну эффективно также при электрошлаковом
и других методах сварки.
оздействие
магнитогидродинамических явлений на
ванну расплавленного металла можно
использовать не только для регулирования
глубины проплавления, но и для управления
положением сварочной ванны в зазоре
стыка (см. рис. 2.41). Для этого необходимо
создать в металле вертикальные
объемные силы, что вполне осуществимо.
Поперечное внешнее магнитное поле
можно использовать также для управления
формированием шва в разных пространственных
положениях. При многодуговой сварке в
одну сварочную ванну и при трехфазной
сварке магнитогидродинамические эффекты
даже в отсутствие внешнего магнитного
поля позволяют существенно расширить
технологические возможности процесса.
Магнитное воздействие на сварочную
ванну эффективно также при электрошлаковом
и других методах сварки.
2.8. Перенос металла в сварочной дуге
2.8.1. Виды переноса металла
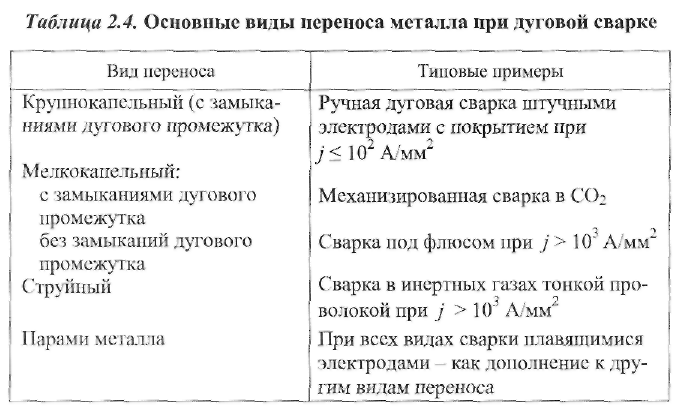
В зависимости от условий сварки - сварочного тока I и его плотности j, формы кривой тока и т. д. - можно выделить пять основных видов переноса электродного металла в дуге с плавящимся электродом (табл. 2.4).
Характер переноса металла оказывает значительное влияние на устойчивость сварочного процесса, разбрызгивание металла, формирование шва и интенсивность металлургических процессов в дуге и сварочной ванне. В большинстве случаев, особенно при механизированной сварке, предпочтение отдают струйному переносу, обеспечивающему лучшее качество шва. Перенос металла наблюдают обычно при помощи скоростной киносъемки или съемки в рентгеновских лучах и синхронной индикации на экране осциллографа.
Изменение размеров капель и вида переноса металла зависит от соотношения сил, действующих на жидкую каплю на торце электрода. Основные из них: силы тяжести; силы поверхностного натяжения; электромагнитные силы в жидком проводнике; силы реактивного давления паров; электростатические силы; силы давления плазменных струй и др.
Силы тяжести способствуют переносу металла при сварке в нижнем положении и препятствуют при сварке в потолочном положении. Они оказывают наибольшее влияние на перенос электродного металла при сварке на малых токах, когда электродинамические силы еще сравнительно невелики.
Силы поверхностного (межфазного) натяжения придают каплям жидкости сфероидальную форму, удерживают капли на «потолке», втягивают капли металла в жидкую сварочную ванну. Силы поверхностного натяжения создают внутри капли жидкости радиусом R избыточное давление
![]() (2.97)
(2.97)
Здесь α - коэффициент поверхностного натяжения, который равен отношению силы ΔF, действующей на границу поверхностной пленки жидкости, к длине этой границы Δ l, т. е.
![]() (2.98)
(2.98)
Значения коэффициента поверхностного натяжения α для различных материалов приведены ниже:
Материал Mg Zn Al Cu Fe Ti Mo W Сталь 18-8 Сварочный
шлак α, Н/м 0,65 0,77 0,9 1,15 1,22 1,51 2,25 2,68 l ,10*/2,50** 0,3-0,4
*С содержанием азота 0,02 %. **С содержанием азота 0,23 %.
Чем меньше α, тем мельче капли жидкости и вероятнее переход к мелкокапельному и струйному переносу металла.
Соприкосновение жидкого металла с газами и шлаками может изменить его поверхностное натяжение. Например, кислород снижает поверхностное натяжение стали, поэтому при сварке в инертных газах в смесь добавляют до 5 % кислорода. По данным И.К. Походни и A.M. Суптеля, при сварке на токе обратной полярности анодное пятно стабильно на торце жидкой капли и с увеличением тока его плотность остается постоянной, а размер пятна растет. Поэтому перегрев капли и ее кипение наступают при меньших токах, чем при сварке на постоянном токе прямой полярности, когда катодное пятно беспорядочно перемещается. С увеличением плотности тока, например при j > 20 А/мм2 , может наблюдаться так называемый электрокапиллярный эффект, сопровождающийся понижением а и способствующий струйному переносу металла.
Электромагнитные силы пинч-эффекта сильно влияют на перенос металла, особенно при больших токах, когда они способствуют появлению плазменных струй от мест сужения столба дуги. Поэтому, например в слаботочных дугах, где эти силы малы, преобладает крупнокапельный перенос металла, а в сильноточных -струйный. Появлению струйного переноса металла способствует также перегрев капель, который достаточно велик при сварке (особенно при сварке на постоянном токе обратной полярности).
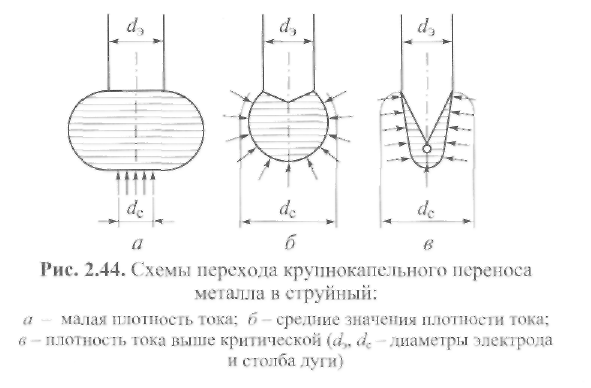
Струйный перенос металла особенно характерен для газоэлектрической сварки. Он сопровождается образованием конуса жидкого металла на конце электрода. При этом средний размер капель монотонно уменьшается с увеличением тока примерно по гиперболической кривой. При некотором значении силы тока, называемом критическим, которое при сварке на обратной полярности ниже, чем при сварке на прямой полярности, капельный перенос металла переходит практически в струйный (рис. 2.44).
Охват дугой конца электрода (анода) способствует струйному переносу металла.
Реактивные силы давления паров обычно противодействуют начальному обрыву капли. Если реактивные силы имеют взрывной характер, то они могут сильно затруднить переход к струйному переносу. При сварке на постоянном токе обратной полярности давление паров меньше, чем при сварке на постоянном токе прямой полярности (так как Ua < Uk), и струйный перенос металла возникает при меньших токах. В.И. Дятлов определил реактивную силу истечения паров, действующую на каплю металла при сварке в среде СО2 проволокой Св08. Оказалось, что так же, как и сила давления паров на сварочную ванну, она прямо пропорциональна квадрату сварочного тока
![]() (2.99)
(2.99)
где коэффициент пропорциональности k ≈ (1...5)10-7 Н/А2 и
k < 3 • 10-8 Н/А2 - для сварки на постоянном токе соответственно прямой и обратной полярности.
Электростатические силы возникают вследствие большого градиента потенциала (напряженности электрического поля Е) в переходных областях дуги, особенно у катода, где Ек может достигать 104 ...106 В/мм. В столбе дуги ECT << Ек, поэтому в нем создается разность давлений и течение газа от катода (или анода) в столб дуги становится подобным «электрическому ветру» с заряженного острия. Разность давлений может быть оценена по формуле, аналогичной формуле (2.95) для магнитного давления:
![]() (2.100)
(2.100)
где ε0 ≈ 8,85 •10-12 А • с/(В • м) - электрическая постоянная.
Давление Ар достигает значений 10... 100 Па. Например, электрическое поле высокой напряженности может деформировать металл сварочной ванны, вытягивая его в виде конуса от катода к аноду при сварке на токе обратной полярности.
При сварке в среде молекулярных газов (азота, углекислого газа) практически получить струйный перенос металла очень трудно. Это можно объяснить «стягиванием» пятна на поверхности капли (рис. 2.44, а) и увеличением степени сжатия сварочной дуги вследствие охлаждения ее при образовании «стержня» Диссоциации, который в этих газах появляется при сравнительно низких температурах.
Силы давления плазменных струй также могут сильно влиять на перенос металла в дуге. В некоторых случаях, например в Ме-дугах, мощная катодная струя к изделию вызывает отраженную анодную струю, которая, как отмечалось выше, может охватывать катодную струю. Такая анодная струя затрудняет перенос металла, вызывая сдвиг капли металла в сторону или даже подъем ее над уровнем торца катода. Это особенно заметно, если катодная струя не охватывает электрод (как на рис. 2.44, а), а стягивается в катодном пятне на его конце, как, например, при сварке в СО2.