

2.6.4. Измерения в приэлектродных областях
Изучение явлений в катодной и анодной областях, особенно в дугах высокого давления, к которым относятся почти все сварочные дуги, за исключением вакуумной, связано с определенными трудностями. Получение сведений о плотностях тока jа и jк на электродах, об отношениях je / ji на катоде, о значениях UK и Ua, о напряженности электрического поля зон dK, da, о температурах электронов и давлениях газа вблизи них осложняется тем, что исследуемые области характеризуются высокой температурой и малыми размерами. Существует два основных метода измерения UK и Ua:сближение электродов до соприкосновения и зондовый метод.
При сближении электродов разность потенциалов между ними перед непосредственным соприкосновением приблизительно равна сумме UK + Ua. Однако при тесном сближении электродов столб дуги может смещаться в сторону и длина дуги lд становится больше зазора между электродами. Напряжение Ua при lд ≤ 0,2 мм может вновь возрастать или понижаться, поэтому при снятии показаний приборов для построения кривой Uд = U(lд) и экстраполировании ее на lд = 0 надо это учитывать. Кроме того, UK и Ua во многих случаях существенно зависят от lд. Выделение значений UK и Ua из показаний приборов, регистрирующих сумму анодного и катодного падения потенциала UK+a , также вызывает большие трудности.
При высоких температурах плазмы, характерных для сварочных дут, можно использовать зондовый метод измерения UK и Ua. Зонды, например вращающиеся, перемещают с большой скоростью, чтобы они не успели расплавиться. Потенциал зонда регистрируют с помощью электронного осциллографа. Точно измерить разность потенциалов между холодным зондом и горячей плазмой достаточно сложно, поэтому нельзя определить UK и Ua с точностью до 1 В.
Затруднено также измерение протяженности переходных зон. По теоретическим соображениям считают, что в атмосферных дугах с холодным металлическим катодом зона dK ≈ Λе, т. е. 10-3 мм и менее. В термоэлектронных дугах значение dK больше и его оценивают примерно по расстоянию темнового пространства у катода.
Плотность тока j обычно определяют либо по ширине канала вблизи электрода, либо по следам, оставленным дугой на электродах. В первом случае зона свечения обычно имеет меньшие поперечные размеры, чем сам токопроводящий канал, но не ясно, как распределен ток по сечению. Во втором случае при замерах у по площади следа не учитываются эмиссионная пятнистость и блуждание пятна и т. д.
Пока не существует прямых методов определения отношения плотностей электронного и ионного токов je/j. Измерение температуры электродов по их излучению затруднено тем, что источником излучения может быть не поверхность электрода, а светящийся слой плазмы вблизи него. Бомбардировка поверхности катода положительными ионами приводит к такому быстрому распылению материала и размыванию границы катод - газ, что такие понятия, как температура поверхности и работа выхода электронов, становятся неопределенными.
2.6.5. Баланс энергии в приэлектродных областях
Баланс энергии дуги. Как для катодной, так и для анодной областей дуги можно составить подробную схему баланса энергии. Например, для участка анода основные составляющие баланса энергии следующие: приход - потенциальная и кинетическая энергия электронов, конвективная и лучистая теплопередача от столба плазмы; расход - плавление, излучение и теплоотвод в материал анода. Однако механизм явлений в переходных областях дуги пока недостаточно ясен, поэтому проводить точный расчет всех составляющих баланса энергии трудно. В катодной области остается неизвестной доля ионного тока, коэффициент аккомодации энергии ионов для данного катода, изменение работы выхода электронов вследствие эффекта Шоттки и т. п.
В технологическом отношении энергетическая структура дуги вполне определяется при термодинамическом макроподходе. Дугу при этом рассматривают как квазиравновесную систему, состоящую из трех источников теплоты: катодного WK; анодного Wa и столба дуги Wct.
Ток во всех зонах дуги условно можно принять электронным. На результат термодинамического расчета такая условность совершенно не влияет. Баланс энергии за 1 с в расчете на 1 А тока приведен в табл. 2.3.
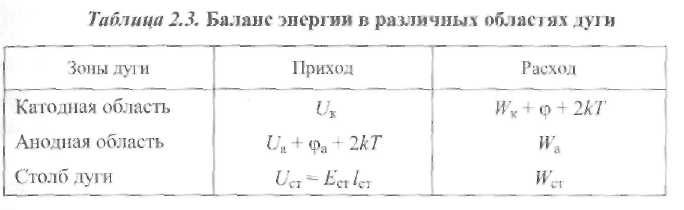
Принимаем условно φк = φа = φ, тогда для всей дуги
![]() (2.75)
(2.75)
что соответствует известной формуле
![]() (2.76)
(2.76)
Термодинамический баланс энергии на катоде целесообразно сравнить с точным балансом энергии, который для катода следовало бы написать так: приход = расход в катод + расход в столб, т. е.
![]() (2.77)
(2.77)
где I = I j + Iе - общий ток; WKi, Wni - кинетическая и потенциальная энергии ионов, передаваемые на катод ионным током силой 1 А. Обозначив долю ионного тока f = Ii / I, а долю электронного тока Iе / I = 1 - f и разделив обе части уравнения (2.77) на I, получим баланс энергии на 1 А общего тока
![]() (2.78)
(2.78)
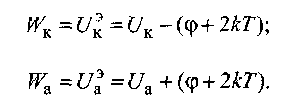
В соответствии с табл. 2.3 для термодинамического баланса энергии в катодной области первое слагаемое в правой части (2.78) есть WK, а второе равно φ + 2кТ. Отсюда
![]() (2.79)
(2.79)
т. е. электроны уносят в столб дуги потенциальную энергию, соответствующую высоте барьера φ, и кинетическую энергию 2кТ, где Т - температура плазмы столба дуги. Тогда доля ионного тока на катоде
![]() (2.80)
(2.80)
Отсюда следует, что, например, увеличивая температуру Т в столбе дуги или работу выхода, можно уменьшить долю ионного тока и увеличить долю электронного тока. Если UK= 10 В, φ = 4 В, то f= 0,4. Это соответствует условиям W-дуги в аргоне.
Теплота, выделяющаяся в катодной (WK) и анодной (Wa) областях, затрачивается на нагрев, плавление и испарение соответствующих электродов, а также на механические воздействия в приэлектродных областях.
Из формул, приведенных в табл. 2.3, следует, что на катоде не вся выделяемая энергия UK переходит в теплоту. Часть ее, равная φ + 2кТ, уносится электронами в плазму дуги. На аноде, наоборот, потенциальная (φ) и термическая (2кТ) энергии электронов прибавляются к энергии, определяемой анодным падением потенциала.
Иногда теплоту WK (и Wa) оценивают как эффективное катодное (анодное) падение потенциала:
(2.81)
 (2.82)
(2.82)
Тогда суммарное эффективное падение потенциала на катоде и аноде Uэ k+a=Uk+a.
По формулам (2.81), (2.82) можно решить и обратную задачу -приближенно оценить тепловыделение на электродах без измерения теплового потока на катод и анод. Для этого необходимы значения катодного и анодного падений потенциала, температуры столба дуги и работы выхода электронов.
Пример 2.7. Для Ме-дуги из эксперимента получено: UK = 8 В, Ua = 3 В при Т ≈ 5800 К. Для значений кТ ≈0,5 эВ, ф = 4 эВ определить тепловыделение в приэлектродных областях.
Решение. В соответствии с формулами (2.81) и (2.82) на 1 А тока тепловыделение составит: в катодной области WK = 8 - (4 + 1) = 3 В; в анодной области Wa = 3 + (4 + 1) = 8 В.
Пример 2.8. Вольфрамовая, или W-дуга, характеризуется следующими параметрами: UK = 9 В, Т ≈ 23 000 К, кТ = 2 эВ, φ = 4 эВ, Ua = 3 В. Найти тепловыделение в приэлектродных областях на 1 А тока.
Решение. Подставляя числовые значения в (2.81) и (2.82), получаем, что тепловыделение составит: в катодной области WK = 9 - (4 + 4) = 1 В; в анодной области Wa = 3 + (4 + 4) = 11 В.
Пример 2.9. Для плавящегося стального электрода теплота плавления на 1 А за 1 ч будет равна
![]() (2.83)
(2.83)
где αр - коэффициент расплавления электрода, составляющий для ручной дуговой сварки 6... 14, а для автоматической 12...24 г/(А•ч); ΔН -теплосодержание расплавленного материала. Найти тепловыделение для ручной дуговой сварки в приэлектродных областях на 1 А тока.
Решение. Для сварки стали ΔН = 2300 Дж/г. Переводя час в секунды и подставляя числовые значения в (2.83), находим выражение для qпл в вольтах: qпл ≈0,64 αр. Подставляя αр = 10, получим q пл ≈ 6,4 В.
Из этих примеров следует, что в анодной области дуги тепловыделение энергии значительно больше, чем в катодной (как показано на рис. 2.25). Это учитывается технологами при выборе полярности электрода и изделия.
Тепловыделение в столбе дуги зависит от длины дуги и от напряженности электрического поля Е. В свою очередь, Е зависит от теплофизических свойств среды и тока и имеет максимальное значение при сварке в среде водяного пара (Е = 60...80 В/см), минимальное - в вакуумной дуге (Е = 2.. .4 В/см).