2.10.2. Сварка под флюсом
Дуга под флюсом отличается от свободной (открытой) сварочной дуги в первую очередь тем, что газовый разряд происходит в пространстве, которое изолированно от окружающей среды расплавленным шлаком. Наличие газового пузыря обусловливает повышение давления в нем. Например, оно составляет около 3 кПа при токе ≈ 500 А.
Ф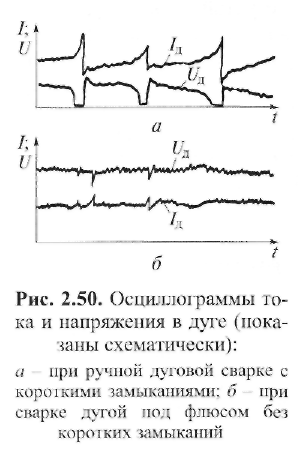 люсовая
защита позволяет значительно повысить
по сравнению со сваркой открытой
дугой сварочные токиIсв
(до 1000 А и более), а также мощность дуги
и плотность тока jсв
на электродах (до 200 А/мм и выше).
люсовая
защита позволяет значительно повысить
по сравнению со сваркой открытой
дугой сварочные токиIсв
(до 1000 А и более), а также мощность дуги
и плотность тока jсв
на электродах (до 200 А/мм и выше).
Высокая плотность тока, избыточное давление, некоторое шунтирование дуги флюсом и присутствие во флюсе ионизирующих компонентов обеспечивают высокую устойчивость сварочного процесса. Практически отсутствует разбрызгивание металла, шов хорошо формируется.
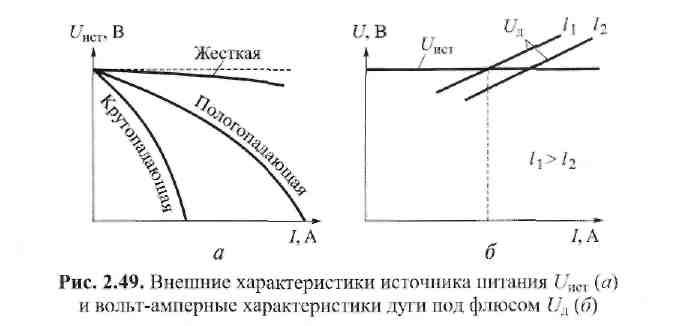
Высокая плотность тока обусловливает возрастание вольтамперной характеристики дуги, что позволяет применять источники питания с жесткой или пологопадающей внешней характеристикой (рис. 2.49). Широко применяется подача электрода в дугу с постоянной скоростью, обеспечивающая саморегулирование процесса.
В отличие от ручной дуговой сварки (рис. 2.50) перенос металла в дуге под флюсом обычно мелкокапельный - без коротких замыканий и пиков тока Iд и напряжения Uд. Размер капель тем мельче, чем больше плотность тока. Существенную роль играет перенос электродного металла паром. Капли обычно пористые, их плотность равна 2.. .5 г/см3 вместо 7,8 г/см3 для стали.
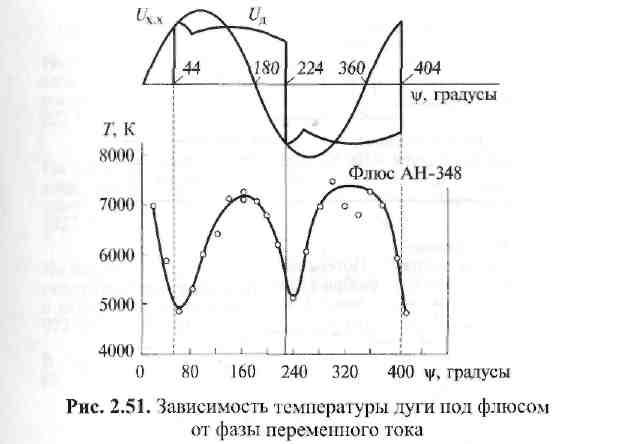
Число мелких капель составляет 60...70 % общего числа капель. Температура дуги достигает 5000...7000 К. При сварке на переменном токе она колеблется в зависимости от изменения фазы ψ (рис. 2.51). Высокая устойчивость сварочного процесса позволяет в подавляющем большинстве случаев применять переменный ток, что связано с большей простотой и экономичностью сварочного оборудования. Различный теплоотвод с электрода и изделия обусловливает некоторую асимметрию тока в дуге под флюсом. Однако вентильный эффект сравнительно мал и, как правило, специальных устройств для его устранения не требуется. Сварка под флюсом отличается высоким КПД (рис. 2.52), ее легко автоматизировать, и поэтому она широко применяется в промышленности.
2.10.3. Металлические дуги в защитных газах и вакууме
Ме-дуга в защитных газах используется в основном для сварки малоуглеродистых и низколегированных сталей (в СО2, в смесях СО2 + Аr, СО2 + О2), а также алюминиевых сплавов и коррозионно-стойких сталей (в Аr и в смеси Аr + Не) главным образом на постоянном токе обратной полярности при жесткой или полого-падающей внешней характеристике источников питания. Наибольшее применение ввиду своей экономичности получила механизированная сварка тонкой проволокой в среде углекислого газа. Оснащение установок для механизированной сварки импульсными приставками, используемыми для управляемого переноса металла, существенно расширяет область их применения.

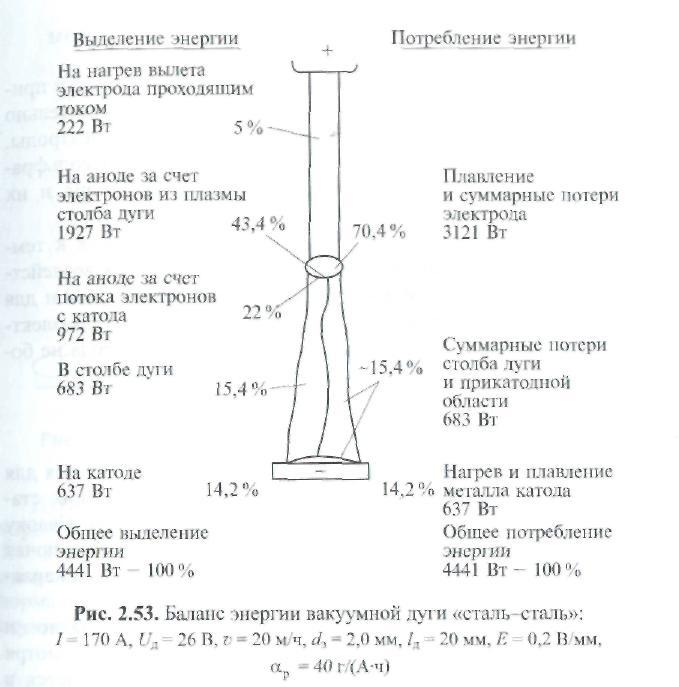
Ме-дуга в вакууме (вакуумная дуга) горит обычно в парах металла электрода и применяется главным образом для сварки на постоянном токе обратной полярности. Давление среды - от 1 Па и ниже. Безусловно, дуга в вакууме отличается по своим свойствам от дуги при атмосферном давлении. Плазму столба дуги уже нельзя рассматривать как термически равновесную, так как электронная температура больше температуры газа Те > Tд. Термическая ионизация в столбе дуги снижается, и ее роль в определенной степени компенсируется неупругими столкновениями.
В вакуумной дуге увеличивается катодное падение потенциала до 18...20 В и уменьшается градиент напряжения в столбе дуги по сравнению с атмосферными дугами с 2...4 до 0,2...0,4 В/мм, т. е. примерно в 10 раз (в воздухе Е = 1,5...2,0 В/мм; в среде СО2 Е = 3...4 В/мм). Столб вакуумных дуг обычно длиннее, что позволяет применять более узкую разделку кромок стыка. Анодное падение потенциала меняется мало.
Баланс энергии в вакуумной дуге (рис. 2.53) показывает, что часть энергии на анод переносится непосредственно с катода. Вследствие интенсивного выделения теплоты на аноде коэффициент наплавки растет до 35.. .40 г/(А • ч). Это почти в 2 раза больше, чем при сварке под флюсом. Стоимость сварки в вакууме оказывается в ряде случаев ниже, чем в контролируемой атмосфере инертного газа, а качество шва - достаточно высоким.