

4.2.2. Трущийся контакт и сварка трением
При сварке трением процесс организуют так, что механическая энергия вращающихся (или поступательно перемещающихся относительно друг друга) контактирующих тел переходит в тепловую. Выделение теплоты при этом происходит непосредственно на свариваемых поверхностях. После разогрева поверхностей до требуемых температур осуществляется остановка деталей и их сдавливание (осадка), в результате которого образуется сварное соединение.
В начальный момент при сварке трением коэффициент трения имеет максимальное значение. Соответственно затраты мощности и тепловыделение в месте трущегося контакта возрастают. В процессе контакта (движения) коэффициент трения на этом участке падает и выделение теплоты уменьшается, затем при нагреве до 700...800 К испаряются и выгорают жировые пленки, а коэффициент трения растет. Одновременно начинает проявляться местное схватывание соединяемых поверхностей, что вызывает интенсивное тепловыделение. С повышением температуры число участков схватывания растет, а их прочность снижается. Понижается также и тепловыделение вследствие уменьшения коэффициента трения в результате появления на трущихся поверхностях жидкого металла, играющего роль смазки. На этом участке движения устанавливается квазиравновесное состояние, затем следуют резкое торможение и осадка.
Сварка трением в отличие от контактной стыковой сварки требует меньших затрат энергии (поскольку нет потерь на тепловыделение в объеме свариваемых деталей и в токоподводящих элементах) и в ряде случаев обеспечивает более благоприятное распределение температур в зоне сварки. Это особенно важно при сварке разнородных материалов (например, при изготовлении биметаллического инструмента из углеродистых и быстрорежущих сталей).
В последние годы находит все большее применение способ сварки трением с перемешиванием, позволяющий получать различие соединения листовых заготовок. Сварочный процесс (рис. 4.3) при этом способе сварки происходит следующим образом. Специальный инструмент, вращающийся со скоростью 200...3000 об/мин, состоящий из утолщенной части (заплечика) и выступающей части (штыря), в месте стыка вводится в соприкосновение с поверхностью зафиксированных на массивной подкладке соединяемых заготовок так, чтобы штырь внедрился в заготовки, а заплечик коснулся их поверхности. В результате трения штыря и заплечика о заготовку выделяется теплота, которая доводит металл вокруг инструмента до пластичного состояния. Затем инструменту сообщают поступательное движение со скоростью сварки 4,5...6 м/мин при его давлении на заготовку 0,2...0,5 МПа, и пластичный материал заготовок, перемещаясь из зоны нагрева в зону охлаждения, огибает штырь и образует соединение. По характеру процесса образования сварного соединения этот способ имеет много общего с термопрессовой сваркой.

4.2.3. Ударный контакт и сварка взрывом
С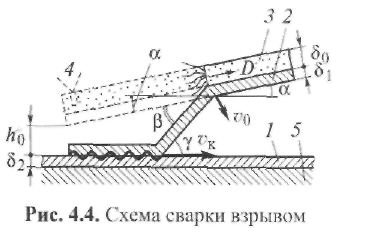 варка
взрывом характеризуется использованием
энергии взрыва и образующихся затем
мощных газовых потоков для перемещения
свариваемых деталей и создания в них
пластических деформаций, приводящих
к образованию соединения в твердой фазе
(рис. 4.4). Основной энергоноситель -
взрывчатое вещество (ВВ) -3
наносится в
виде слоя толщиной δ0
и инициируется детонатором 4.
Метаемая
пластина 2
толщиной δ1
под воздействием
продуктов взрыва приобретает определенную
скорость полета v0.
Точка
контакта свариваемых под углом γ
пластин передвигается по поверхности
неподвижной пластины 1
толщиной δ2
со скоростью vK,
не превышающей
скорости vд
детонации
ВВ. Предполагается что все точки
метаемой пластины одновременно движутся
нормально к ее поверхности; решающую
роль играет давление и установочный
угол α. Продукты горения ВВ оказывают
давление на поверхность свариваемой
детали и с большой скоростью «мечут»
ее в сторону другой детали. При
соударении поверхностей детали очищаются
от оксидов, загрязнений и адсорбированных
газов, а возникающие при этом деформации
обеспечивают образование сварного
соединения.
варка
взрывом характеризуется использованием
энергии взрыва и образующихся затем
мощных газовых потоков для перемещения
свариваемых деталей и создания в них
пластических деформаций, приводящих
к образованию соединения в твердой фазе
(рис. 4.4). Основной энергоноситель -
взрывчатое вещество (ВВ) -3
наносится в
виде слоя толщиной δ0
и инициируется детонатором 4.
Метаемая
пластина 2
толщиной δ1
под воздействием
продуктов взрыва приобретает определенную
скорость полета v0.
Точка
контакта свариваемых под углом γ
пластин передвигается по поверхности
неподвижной пластины 1
толщиной δ2
со скоростью vK,
не превышающей
скорости vд
детонации
ВВ. Предполагается что все точки
метаемой пластины одновременно движутся
нормально к ее поверхности; решающую
роль играет давление и установочный
угол α. Продукты горения ВВ оказывают
давление на поверхность свариваемой
детали и с большой скоростью «мечут»
ее в сторону другой детали. При
соударении поверхностей детали очищаются
от оксидов, загрязнений и адсорбированных
газов, а возникающие при этом деформации
обеспечивают образование сварного
соединения.
Для сварки взрывом ВВ должны иметь скорость горения (детонации) не менее 1500...2000 м/с (так называемые бризантные ВВ). Так как ВВ обычно равномерно распределяется по поверхности свариваемой детали, то скорость сварки практически соответствует скорости детонационной волны.
Скорость соударения свариваемых элементов зависит от характеристик ВВ, конструкции и материала соединения. Эта скорость может быть рассчитана по формулам газодинамики и составляет для стальных пластин около 1500 м/с. Давление, возникающее при этом между элементами, достигает 103 ... 105 МПа.
Благодаря высоким скоростям сварки даже при значительном повышении температуры контактирующих слоев металла, вызванном соударением и деформацией пластин, процессы диффузии не успевают развиться. Поэтому сварка взрывом перспективна для получения соединений разнородных материалов (сталь - медь, сталь - алюминий, алюминий - титан и т. д.) и применяется как заготовительная операция в прокатном производстве при получении биметалла.
С энергетической точки зрения сварка взрывом весьма выгодна, однако она применима лишь для ограниченного класса конструкций и типов соединений и, кроме того, ее осуществление требует специальных мероприятий по технике безопасности и организации рабочего места.