2.11. Сварочные дуги с неплавящимся электродом
В качестве неплавящихся электродов при дуговой сварке применяют главным образом вольфрамовые электроды, значительно реже - угольные (графитовые) и охлаждаемые медные электроды. Наибольшее распространение получила дуговая сварка вольфрамовым электродом (W-электродом) в среде аргона, гелия и их смеси.
Вольфрам, нагреваясь от дуги до температур, близких к температуре плавления, становится весьма восприимчивым к воздействию активных газов. Поэтому в целях экономии электродов и для обеспечения стабилизации процесса обычно при сварке W-электродом используют инертные газы с содержанием кислорода не более 0,001 % объемной доли.
2.11.1. Аргонодуговая сварка w-электродом
Аргонодуговая сварка W-электродом широко применяется для сварки ответственных конструкций из коррозионно-стойких сталей, цветных металлов, алюминиевых и других сплавов. Сварку обычно ведут на постоянном токе прямой полярности (исключая сварку алюминия) от источника с крутопадающей внешней характеристикой.
Как уже отмечалось, W-дуги могут быть с катодным пятном и без катодного пятна (так называемые нормальные дуги). Несмотря на различие механизмов катодного процесса (заключающееся в значительной доле электростатической эмиссии в дугах с катодным пятном), статические характеристики и тепловые балансы обеих дуг весьма сходны. Нормальная дуга всегда может быть получена на полукруглом торце катода из чистого вольфрама. При нагреве электрода дуга с катодным пятном может сама перейти в термоэмиссионную нормальную дугу.
Образованию пятна на катоде способствуют введение добавки тория, иттрия или лантана к вольфраму (обычно до 1...2 %), лучший теплоотвод (меньший вылет) электрода и более острая заточка его рабочего конца. Поверхность торированного, иттрированного или лантанированного вольфрама, имеющего по сравнению с чистым вольфрамом пониженную рабочую температуру, практически не оплавляется в широком диапазоне токов (100...400 А). Коническая вершина электрода сохраняет свою форму, что обеспечивает сжатие дуги у катода.
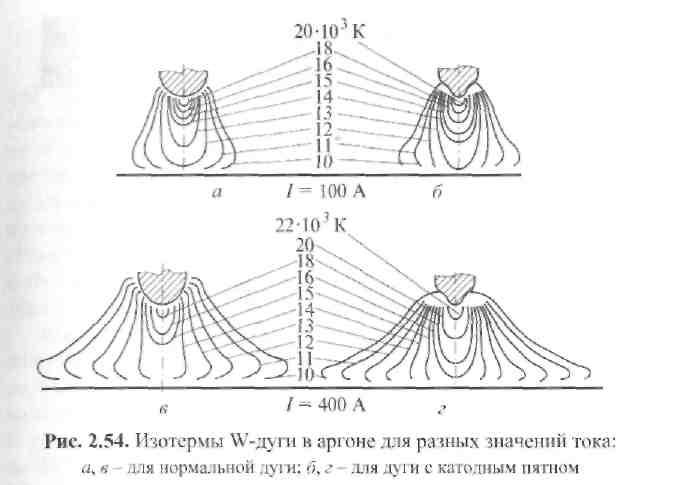
Дуга с катодным пятном имеет несколько повышенное (примерно на 10 %) напряжение (катодное и общее) и большую (на 10...20%) температуру столба (рис. 2.54). Температура катода в дуге с катодным пятном ниже температуры поверхности электрода нормальной W-дуги, где катодное пятно занимает всю сферическую поверхность электродного стержня.
2.11.2. W-дуга в гелии
 По
теплофизическим свойствам гелий
существенно отличается от аргона. Он
имеет более высокий потенциал ионизации
(24,6 вместо 15,7 эВ у аргона) и в 10-15 раз
большую теплопроводность при температурах
плазмы. Кроме того, он легче аргона
примерно в 10 раз. Достаточно высокая
для существования дуги ионизация аргона
при (ni
=1017
см-3
) происходит примерно при температуре
16 000 К, в то время как для гелия - при 25
000 К. Все эти особенности существенно
влияют на свойства W-дуги
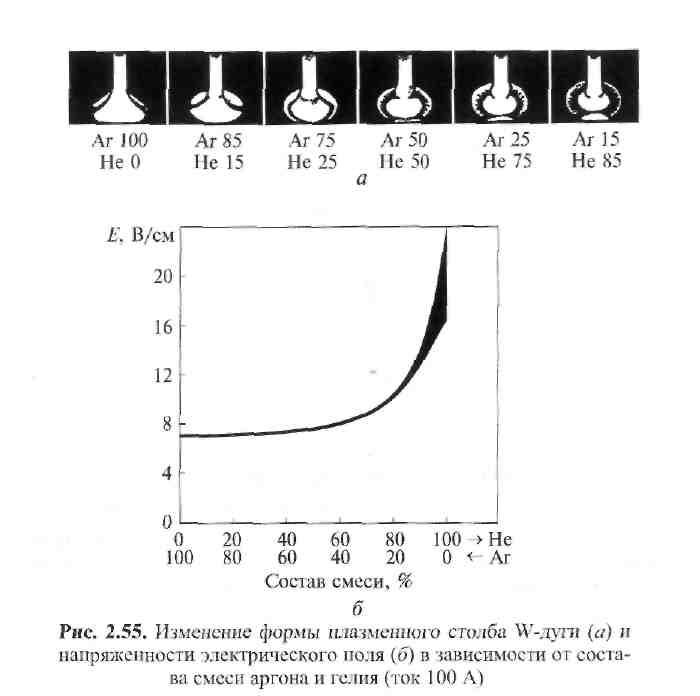
в гелии. Например, Добавление к аргону
гелия постепенно превращает конусную
дугу в сферическую (рис. 2.55, а).
Пинч-эффект в
гелиевой плазме практически не имеет
места до весьма больших плотностей
тока, так как значительная теплопроводность
гелия дает низкий температурный
градиент по радиусу сечения столба дуги
и весьма высокое внутреннее давление
р
= пкТ.
По
теплофизическим свойствам гелий
существенно отличается от аргона. Он
имеет более высокий потенциал ионизации
(24,6 вместо 15,7 эВ у аргона) и в 10-15 раз
большую теплопроводность при температурах
плазмы. Кроме того, он легче аргона
примерно в 10 раз. Достаточно высокая
для существования дуги ионизация аргона
при (ni
=1017
см-3
) происходит примерно при температуре
16 000 К, в то время как для гелия - при 25
000 К. Все эти особенности существенно
влияют на свойства W-дуги
в гелии. Например, Добавление к аргону
гелия постепенно превращает конусную
дугу в сферическую (рис. 2.55, а).
Пинч-эффект в
гелиевой плазме практически не имеет
места до весьма больших плотностей
тока, так как значительная теплопроводность
гелия дает низкий температурный
градиент по радиусу сечения столба дуги
и весьма высокое внутреннее давление
р
= пкТ.
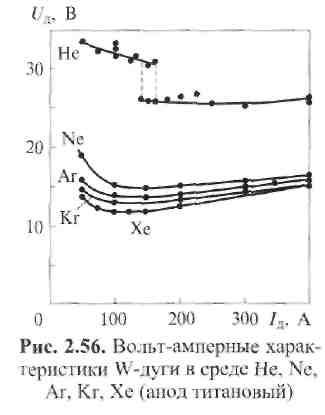
Высокая средняя электрическая напряженность Е в плазме гелия, достигающая 2 В/мм против 0,8... 1,2 В/мм в плазме аргона, обусловливает высокое напряжение на дуге (рис. 2.55, б). Вольт-амперные характеристики W-дуги в гелии и других инертных газах (аргоне, неоне, криптоне, ксеноне) приведены на рис. 2.56. Скачок вольт-амперной характеристики для гелия при 150 А связан, видимо, с переходом от дуги в парах титанового анода к дуге в ионизированном гелии.