

pm_l_3 Прикл мех Деталi машин
.pdf200
Сталевізаклепкипри |
|
|
|
|
|
виконанніотворів: |
|
|
|
|
|
свердлінням |
140* |
280* |
– |
– |
– |
|
140** |
320** |
– |
– |
– |
продавлюванням |
100* |
240* |
– |
– |
– |
|
100** |
280** |
– |
– |
– |
Деталізаклепкового |
– |
– |
140* |
90* |
210* |
з’єднання |
– |
– |
160** |
100** |
240** |
* МатеріалСт2; 10кп ** Тесаме, Ст3; 20кп
деFmin ,Fmax – відповіднонайменшеінайбільшевзятізісвоїми
знакамизначеннязнакозмінногонавантаження, щодієназаклепкове з’єднання.
16.6. З’єднаннядеталейпаяннямтасклеюванням
Законструкцією з’єднанняпаянням(паяніз’єднання) тасклеюванням(клейовіз’єднання) подібнідозварнихз’єднань. Навідміну відзварювання, паяннятасклеюванняздійснюєтьсябезрозплавлюванняз’єднуємихдеталей. Зв’язокміжелементамитутзабезпечується силамимолекулярноївзаємодіїабоадгезіїповерхоньдеталейіздодатковимматеріалом– припоємабоклеєм.
Паяннямтасклеюваннямможназ’єднуватидеталінетількиз однорідних, ай неоднорідних матеріалів. За допомогою паяння з’єднуютьдеталізчорнихтакольоровихметалівтасплавів, деталізі скла, кераміки, графіту. Склеюватиможнадеталізметалівіздеталями зіскла, фарфору, кераміки, дерева, гуми.
Заміцністюпаянітаклейовіз’єднанняпоступаютьсяпередзварними, виконанимиякіснимзварюванням. Тількиприз’єднаннітонкостіннихконструкційможнадосягтирівноміцностіз’єднанняпаяннямтасклеюванняміматеріалудеталей.
Областьвикористанняпаянихтаклейовихз’єднаньутехніцівсе більшерозширюєтьсяузв’язкуіззастосуваннямновихконструкційнихматеріалів, високоміцнихлегованихсталей, багатозякихважко

201
піддаютьсязварюванню. Насьогодніпаянняширокозастосовуютьв авіабудуванні.
Паяннявикористовуютьпривиготовленнікамерзгораннясучаснихреактивнихдвигунів, ядернихреакторівтаіншихоб’єктів(радіаторівавтомобілівітракторів, паливнихтамаслянихтрубопроводів). Паяніз’єднанняможутьпрацюватипривисокихтисках, температурахтавагресивнихсередовищах. Клейовіз’єднаннятакожзастосовуютьувідповіднихконструкціях, убудівництвімостів, авіабудівництві. Паянітаклейовіз’єднаннядужеширокорозповсюдженів приладобудуванні.
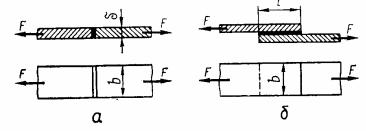
16.6.1 Паяніз’єднання Напрактицівикористовуютьпереважностикові(рис.16.28, а) та
напусткові(рис.16.28, б) з’єднання деталей. Міцність стикового з’єднанняпідвищується, якщозастосовуватиступеневуабокосуформу кромок з’єднуваних паянням деталей. Міцністьнапусткового з’єднанняможнапідвищувати, збільшуючинапускабозастосовуючи однуабодвінакладки. Аналогічнимчиномвиконуютьпаяніз’єднання трубопроводів(рис.16.28, в).
Рисунок16.28 – Конструкціїпаянихз'єднань
Процесз’єднаннядеталейпаянням здійснюєтьсянагріванням з'єднуючихдеталейдотемпературиплавленнядодатковогоматеріалу
– припою.
Особливістю процесупаянняєпотребаіснуваннямалихірівномірнихзазорівміжз’єднуванимиповерхнямидеталей. Розмірзазо-
202
рівзалежновідвидуприпоюможебутивідкількохсотихдодесятих частокміліметра.
Дляприпоївзастосовуютьсплавинаосновіолова, міді, срібла. Розрізняютьлегкоплавкіабом’якіприпої(олов’яно-свинцеві) зтем-
о
пературоюплавленнядо350 Статугоплавкіаботвердіприпої(сріблі
о
абомідно-цинкові) зтемпературоюплавленнябільше600 С. Допершихприпоїввідносяться: ПОС30, ПОС40, ПОС50 іін., додругих– ПСр40, ПСр45 таін.
Рисунок16.29 – Дорозрахункупаянихз’єднань
Розрахунокнаміцністьпаянихз’єднаньвиконуютьаналогічно розрахункузварнихз’єднань. Длястиковогоз’єднання(рис. 16.29, а) умовуміцностінарозтягзаписуютьувигляді
' |
|
F |
|
' |
|
р |
|
|
|
(16.60) |
|
b |
|||||
|
|
р, |
|||
адлянапустковихз’єднань(рис. 16.29,б) умоваміцностіназріз
' |
|
F |
' |
|
|
|
зр. |
|
|
зр |
|
|
(16.61) |
|
|
||||
|
|
b |
|
|
Унаведенихформулахрозміриз’єднаньвідповідаютьвказаним нарис.16.29. Поверхнянапустковогоз’єднання, щопередаєнавантаженнявідоднієїдеталідоіншоїізнаходитьсяпіддієюзсуву, дорівнюєплощістикудеталей. Допустимінапругиможнаприймати:
нарозтяг: р=(100...120)МПа;
назріз: длям’якихприпоїв, зр=(20...30)МПа; длятвердих
припоїв, зр=(175...230)МПа.
203
Слідвідзначити, щом’якіприпоїзастосовуютьуз’єднаннях працюючихпритемпературах 100 оСітомувонизнайшлишироке застосуванняуприладобудуванні.
16.6.2 Клейовіз’єднання
Конструкціїклейовихз’єднаньподібнідоконструкційпаяних з’єднань(див. рис. 16.28), тількизамістьприпою використовується клей. Післязатвердінняклеювиникаютьсилиадгезії, зарахунокяких передаєтьсяз’єднаннямдеякенавантаження. Процессклеюваннявідбуваєтьсябезнагріванняабовумовахпорівняноневеликогонагріванняз’єднуванихдеталей(дляприскореннязатвердінняклею). Передсклеюваннямповерхнідеталейповиннібутиочищеннітаобробленінаждачним папером, оскількишорсткістьзбільшуєповерхню склеювання.
Насьогоднівиготовляютьсяклейовісумішізвибірковоюадгезією добудь-якихпевнихматеріалів(спеціальніклеї) абозвисокою адгезієюдорізнихматеріалів(універсальніклеї, наприклад, типуБФ).
Несучаздатністьклейовихз’єднаньзалежитьвідтовщиникле- йовогошару(оптимальнезначення0,05-0,15мм). Найрозповсюдженішими є клейовіз’єднання, що працюють на зріз (напусткові з’єднання). Нарозтягклейовийшарпрацюєзначногірше.
Розрахунокнаміцністьклейовихз’єднаньможнавиконуватиза тимисамимиформулами, щойпаяні.
Допустимінапругиназрізклейовогошваможнаприймати: дляклеяБФ-2, 'зр (15...20 )МПа; дляклеяБФ-4, 'зр ( 25...30 )МПа.
ЛЕКЦІЇ22 І23
17 МЕХАНІЧНІПЕРЕДАЧІ
204
Механічною передачеюназиваютьмеханізм, щопередаєенергіювіддвигунадоробочогоорганумашинизперетвореннямпараметрівруху. Вбільшостівипадківмеханічніпередачіперетворюютьпараметриобертовогоруху, змінюючимодульабонапрямшвидкості, а інколиіхарактерруху(обертовийрухперетворюютьупоступальний).
Обертовийрухнайпоширенішийумашинахізоглядунавластивійомуперевагивпорівняннізіншимивидамируху: існуєможливістьздійсненнянеперервноготарівномірногоруху; невеликівтрати натертявспряженняхобертовихдеталей; порівняльнапростотата компактністьдеталей, щозабезпечуютьобертовийрух.
Безпосереднійзв’язокдвигуназробочиморганоммашинихоча іможливий, алевикористовуєтьсярідко, наприклад, увідцентрових насосах, девалелектродвигунабезпосередньоз’єднуєтьсязвалом насоса. Потребавпровадженнямеханічноїпередачіміждвигуномта робочиморганоммашинидиктуєтьсятакимиміркуваннями:
а) потрібнішвидкостіробочихорганівмашини, якправило, не узгоджуютьсязнайвигіднішимишвидкостями двигуна; швидкості робочихорганівмашининайчастішенизькі; аствореннятихохідних двигунівспричинюєзбільшенняїхньоїмаситагабаритнихрозмірів;
б) удеякихмашинахтребарегулюватишвидкістьруху, проте регулюванняшвидкостідвигунанезавждиможливетадоцільне;
в) валдвигуназдійснюєобертовийрухздебільшогоспостійноюшвидкістю, авмашинахінколипотрібеннерівномірнийрухабо рухпоступальний, гвинтовийтощо.
Одже, основнепризначеннямеханічнихпередачцеузгодження параметріврухуробочихорганівмашинизпараметрамирухувала двигуна.
Усімеханічніпередачіподіляютьнадвігрупи: а) передачі, що базуютьсянавикористаннісилтертя(пасові, фрикційні) ; б) передачі, щобазуютьсяназачепленні(зубчасті, черв’ячні, ланцюгові, гвинтові).
205
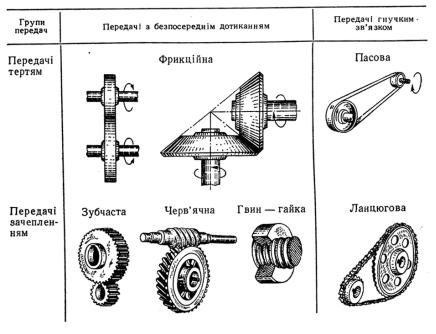
Таблиця17.1 - Основнігрупитавидимеханічнихпередач
Усвоючергу, передачітертямтапередачізацепленнямможуть здійснюватисябезпосереднімдотиканнямведучоготаведеногоелементівпередачі(фрикційні, зубчасті, черв’яні) ізадопомогоюпромі- жноїгнучноїланки-такзваніпередачігнучкимзв’язком(пасові, ланцюгові).
Основнівидимеханічнихпередачнаведенівтабл.17.1.
17.1 Циліндричнізубчастіпередачі
Циліндричнізубчастіпередачієнайрозповсюдженішимимеха- нічнимипередачамиусучасномумашино-таприладобудуванні. Вони застосовуютьсяякумеханізмахнайточнішихприладів, дерозміри колісвимірюютьсякількомаміліметрами, таківнайпотужнішихмашинахізрозмірамиколісдо10 м.
Зубчастапередачаскладаєтьсяздвохколіс, наободіякихрозміщенізубці. Зубціцихколісвходятьузачепленняміжсобоюізавдя-
206
киїхнійвзаємодіїзабезпечуютьпередачуобертовогорухувідодного колесадодругого. Меншездвохспряженихколісназиваютьшестірнею, більше-колесом; термін“зубчастеколесо”належитьдообохколіспередачі.
Зубчастіпередачіможутьвикористовуватисьдляпередавання обертовогорухуміждовільнорозміщенимиупросторівалами, мають високийККД( =0,94…0,99), можутьлегкотазручнокомпонуватись уокреміагрегатидлясерійноговиробництва(редуктори), забезпечуютьдостатнійдіапазонпередаточнихчисел(u 20) .
Конструкціязубчастихколісзалежитьвідїхніхрозмірів, матеріалу, способуітехнологіївиготовленнязаготовки, експлуатаційних вимог. Якщодіаметрколавпадинмаловідрізняєтьсявіддіаметравала, шестернювиготовляютьізваломякоднудеталь(рис. 17.1, a, б). Зубчастіколеса, щодопускаютьпосадкутазакріпленнянавалу, як правило, виготовляютьнасадними. Зубчастіколесаневеликогодіаметра(d 200мм) можутьвиготовлятисьізкруглогопрокату, кованих абоштампованихзаготовокувиглядісуцільногодискабезматочини абозматочиною(рис.17.1, в). Колесасередніхдіаметрів(d 600 мм) виготовляютьіззаготовоккуванням, штампуваннямаболиттям.
У більшостівипадківтакіколесамаютьдисковуконструкцію (рис.17.1, г, ). Наближенірозміриелементівцихколістакі: діаметр
маточиниdм=(1,8…2,0)do; довжинаматочиниlм=(1,0…1,2)b; товщи- |
|
надиска (0,25…0,35)b; товщинаобода =(3…4)m. |
|
d |
0 |
Длявеликогабаритнихпередачзаготовкидлязубчастихколіс виготовляютьлиттям(рис.17.1, ) абозварюванням(рис.17.1, е). При використаннідлязубчастихвінціввисокоякіснихсталейінколизастосовуютьбандажованізубчастіколеса(рис.17.1, є). Уцьомуразізубчастийвінецьнасаджуютьнацентральнуколіснучастинузгарантованимнатягомідодатковозакріплюютьгвинтами.
Однимізосновнихпоказниківякостізубчастихпередачєїхточність. Точністьвиготовленнязубчастихколістапередачвизначаєне тількиїхнікінематичнітаексплуатаційніпоказники, айтакіхарактеристики, якінтенсивністьшумутавібрації, такожсуттєвовпливаєна показникиміцностіпередачі, довговічністьїїроботи, втратинатертя тощо.

207
Рисунок17.1 - Конструкціїзубчастихколіс
Занормамикінематичноїточності, плавностіроботитаконтактузубцівзубчастіпередачііколесаподіляютьна12 ступенівточності(іззбільшеннямномераступеняточностіточністьзменшується). Найбільшерозповсюдженнямаютьзубчастіпередачіізступенемто-
чності5, 6, 7, 8 та9.
Зубчастіколесавиготовляютьізрізноманітнихматеріалів. Основнимізнихєсталь, якадопускаєзміцнюючутермічнутахімікотермічнуобробку. Сталевізубчастіколесазабезпечуютьвисокунесучу здатністьтадовговічністьзубчастоїпередачі.
Длявиготовленнязубчастихколіснайбільшезастосуваннямаютьякіснівуглецевісталі40, 45, 50, сталізпідвищенимвмістоммарганцю40Г2, 50Г, легованісталі40Х, 40ХН, 40ХНМА, 35ХГСАтаін.
Залежновідтвердостісталевізубчастіколесаумовноможнаподілитинадвіосновнігрупи:
а) зубчастіколесазНВ 3500МПа, вонимаютьвеликуприробленість, добруподатливість, атакожнепіддаютьсякрихкомуруйнуваннюпридинамічнихнавантаженнях;
б) зубчастіколесазНВ>3500 МПа, маютьпідвищенуміцністьі жорсткість, атакожзносостійкість.
208
Дляліпшогоприпрацюваннязубцівтвердістьшестернірекомендуютьназначитибільшоювідтвердостіколесана(300…500) МПа.
17.1.1 Видируйнуваннязубцівтакритеріїїхпрацездатності Підчасроботизубчастоїпередачізубціколісперіодичновзає-
модіютьміжсобою. Прицьомулініяконтактузубцівпостійноміняє своєположеннянаактивнійповерхнізубцівзачасзнаходженняїху контакті. Наявністьковзанняактивнихповерхоньпризводитьдовиникненнясилтертяміжнавантаженимизубцями. Такийскладнийхарактернавантаженняконтактузубцівзубчастихколісєпричиноюпевнихруйнуваньякповерхневогошарузубців, такізубціввзагалі.
Практикаексплуатаціїзубчастихпередачпоказує, щонайбільш характернимиє таківидируйнуваннязубців: втомневикришування активнихповерхонь, поломказубців, абразивнеспрацюваннятазаїданнязубців.
Втомневикришуванняактивнихповерхоньзубцівпов’язанез дієюциклічнозміннихконтактнихнапружень. Цінапругиспричинюютьвиникненнявтомнихтріщинуповерхневихшарахматеріалузубців, подальшийрозвитокякихпризводитьдовикришуваннячастинокметалу, тобтодозносуконтактуючихповерхоньзубців.
Поломказубціввнаслідокраптовогохарактерупоявиєдуженебезпечнимвидомїхньогоруйнування. Вонаєрезультатомперіодичної діїзмінногонавантаженняприкожномувходженнізубцівузачеплення.
Абразивнеспрацюваннязубцівцеосновнапричинавиходуз ладузубчастихпередачізнедостатнімзмащуваннямзубців. Сутьйогополягаєвстиранніактивнихповерхоньзубців, якезалежить від тиску, швидкостіковзаннязубців, можливостіпопаданнявзонузачепленняабразивнихчастинок(пісок, камінцітаін.)
Заїданняспостерігаєтьсяпереважноувисоконавантаженихта високошвидкісних зубчастихпередачах. Узоніконтактузубцівцих передачрозвиваєтьсявисокатемпература, якасприяєрозривумасляноїплівкиіутворенню безпосередньогометалевогоконтактузубців. Тутвідбуваєтьсязчепленнячастинокметалузподальшимвідривоміх відменшміцноїповерхні. Нерівності, щоутворилисьприцьомузадираютьробочіповерхнізубцівунапряміковзання. Ударнінавантаження, особливокромковийудар, сприяютьзаїданнюзубців.
209
Критеріїпрацездатностівизначаютьсявидамипошкодженнязубцівізнихвипливаєдварозрахункипередач:
1)розрахунокнавитривалістьробочихповерхонь, тобтонаконтактнуміцність;
2)розрахунокназгиндлязапобіганнязламузубців.
Першийвидрозрахунку єосновнимкритеріємрозрахункудля закритихпередач, другий– длявідкритихпередачіперевірочнимдля закритихпередач. Досвідпоказує, щорозмірипередачі, яківизначені ізумовиконтактноїміцності, забезпечуютьдостатню міцністьіна згин.
17.1.2 Параметрипрямотакосозубихзубчастихпередач Згідноздіючимистандартамипараметрипочаткового контуру
дляциліндричнихпрямотакосозубихпередачрегламентованітакимизначеннями(длязубчастихколісізмодулем m 1 мм): кутголо-
вногопрофілю =20 ; коефіцієнти-висотиголовкизубцяha* 1 , раді-
альногозазораC * =0,25, висотиніжкизубцяh f ha* C* = 1,25 раді-
усакривизниперехідноїкривої =0,38.
f
Розглянемоосновнізалежностідлярозрахункурозмірівзубців тавінцівнекоригованихзубчастихколіс.
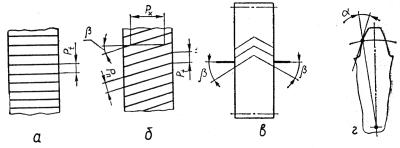
Рисунок17.2 - Форматарозміщеннязубцівзубчастихколіс
Основноювідмінністюкосозубихколіс(рис.17.2, б) упорівняннізпрямозубими(рис.17.2, а) єте, щоукосозубихлініязубцівнахиленапіддеякимкутом дотвірноїділильногоциліндра(рис.17.2, б).
Різновидністю косозубих коліс є шевронні зубчасті колеса