

pm_l_3 Прикл мех Деталi машин
.pdf150
Чимбільшийдопускнарозмір, тимменшівимогидоточності деталі, простішетадешевшеївиготовлення. Однакбільшідеталіважчевиготовлятипорівнянозменшимизоднаковимивідхиленнями відномінальнихрозмірів. Томудопускназначаєтьсязалежновідрозмірівдеталі. Крімцього, деталізоднимітимженомінальнимрозміромможутьбутивиготовленібільшточно(зменшимполемдопуску). Стандартпередбачає20 квалітетів.
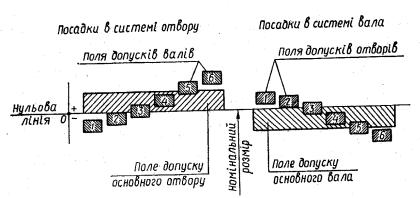
Рисунок15.2 - Схемарозміщенняполядопусків
Квалітет(ступіньточності) - сукупністьдопусків, щовідповідаютьодномурівнюточностідлявсіхномінальнихрозмірів. Упорядкузменшенняточностіквалітетапозначаютьсятак: 01, 0, 1 , 2, 3, ..., 18. Уквалітетах5...13 даютьсядопускидляспряженихповерхоньдеталей.
151
Оскількиполедопускувизначаєтьсяквалітетом, айогоположеннящодонульовоїлініїпозначаєтьсябуквою, граничнівідхилення лінійнихрозмірівможутьбутивказанінакресленняхдеталейумовнимипозначеннямиполівдопусків. Прицьомузачислом, щовказує розмір, йдеумовнепозначенняполядопуску, якескладаєтьсязбукви тацифри, щопозначаєквалітет, наприклад20Н7 або42 8.
Поледопускуіграничнівідхиленнядаютьсявтаблицяхстандарту, ідеколивонипроставляютьсявдужкахпісляумовногопозначенняполядопуску: 20Н7 (+0,021); 42 8( 0,050 0,089 ). Відхилення, що дорівнюютьнулю, упозначеннінепроставляються.
15.1.4 Посадкидеталейтасистемиутворенняпосадок Підчасскладаннядвохспряженихдеталейрозрізняютьохоп-
люючутаохоплювануповерхні. Хочаневсітакіповерхнієциліндричними, умовноназиваютьохоплюючуповерхню отвором, аохоплюванувалом.
Згіднозістандартомвстановленатакатермінологія:
валтермін, щоумовновживаєтьсядляпозначеннязовнішніх (охоплюваних) елементівдеталей, включаючиінециліндричніелементи;
основнийвалвал, верхнєвідхиленняякогодорівнюєнулю; отвіртермін, щоумовновживаєтьсядляпозначеннявнутрі-
шніх(охоплюючих) елементівдеталей, включаючиінециліндричні елементи;
основнийотвіротвір, нижнєвідхиленняякогодорівнюєнулю; Зарізницеюміжрозмірамиотворутаваламожнасудитипрові-
льністьвідносногорухуспряженихдеталейабопроміцністьїхнього нерухомогоз'єднання. Характерз'єднаннядеталейвизначаєтьсяпоняттям"посадка".
Посадкахарактерз'єднаннядвохдеталей, щовизначаєтьсярізницеюїхніхрозмірівдоскладання.
Номінальнийрозмірпосадкиномінальнийрозмір, спільний дляотворуівала, щостворюютьз'єднання.
Залежновідрозмірівспряженихповерхоньдеталейуз'єднанні можевиникнутизазорабонатяг.
Зазоррізницярозмірівотворуіваладоскладання, якщорозмір отворубільшийзарозмірвала.
152
Натягрізницярозміріввалаіотворудоскладання, якщорозмір валабільшийзарозміротвору.
Всіпосадкиподіляютьнатригрупи: посадкиіззазором, посадкизнатягоміперехідніпосадки.
Рисунок15.3 Утворенняпосадокусистеміотворутаусистемівала
Посадкаіззазоромпосадка, приякійзавждизабезпечуєтьсязазоруз'єднанні, тобтонайменшийграничнийрозміротворубільше найбільшогограничногорозмірувалачидорівнюєйому(поледопускуотворурозміщененадполемдопускувала).
Посадказнатягомпосадка, приякійзавждизабезпечуєтьсянатягуз'єднанні, тобтонайбільшийграничнийрозміротворуменше найменшогограничногорозмірувалачидорівнюєйому(поледопуску отворурозміщенепідполемдопускувала).
Перехіднапосадкапосадка, приякійможливіякзазор, такі натягуз'єднаннізалежновіддійснихрозмірівотворуівала(полядопусківотворуівалаперекриваютьсячастковочиповністю).
Розрізняютьдвісистемиутворенняпосадоксистемуотворуі системувала.
Посадкивсистеміотворупосадки, вякихпотрібнізазориінатягиутворюютьсяз'єднаннямрізнихполівдопусківвалівізполемдопускуосновногоотвору.
Посадкивсистемівалапосадки, вякихпотрібнізазориінатягиутворюютьсяз'єднаннямрізнихполівдопусківотворівізполемдопускуосновноговала.
153
Нарис. 15.3 показанасхемаутворенняпосадокусистеміотвору івсистемівала. Посадкивсистеміотворуутворюютьсязміноюрозміщенняполівдопусківвалівщодополядопускуосновногоотвору, а посадкивсистемівалазміноюрозміщенняполівдопусківотворів щодополядопускуосновноговала. Длясистемиотворуідлясистеми валанарис. 15.3 цифрамипозначені: 1,2- полядопусківпосадокіз зазорами; 3,4,5- полядопусківперехіднихпосадок; 6 - полядопусків посадокзнатягом.
Якщовтехнічнійдокументаціїзазначаєтьсярозмірз'єднаних елементівдвохдеталей, товпозначенняпосадкивсистеміотвору входятьномінальнийрозміріполядопусківкожногоелемента, почи-
наючизотвору, наприклад40Н7/g6 або40Н7-g6, або40 Hg67 . Поле
допускуосновногоотворупозначаєтьсялітероюН(див. рис. 15.2.). Усистемівалаосновнимєвалійогополедопускупозначається
літероюh. Упозначенняпосадкиусистемівалавходитьномінальний розмір, спільнийдлядвохз'єднанихелементів(отворутавала), за якимідепозначенняполівдопусківдлякожногоелемента, наприклад
30F7/h6 або30F7-h6, або30 Fh67 .
Обидвісистемиутворенняпосадокєрівноправними. Однаксистемаотворувдеякіймірімаєпереваги, щообумовленовикористаннямпевногоасортиментурізальногоінструментудляобробкиотворів.
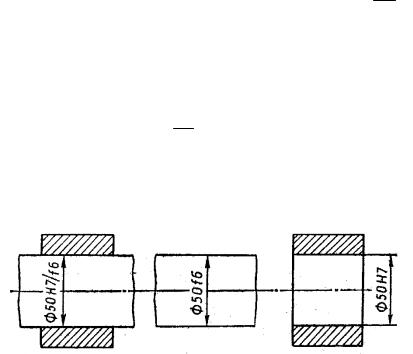
Прикладипроставленняпосадоктаполівдопусківнаскладальнихкресленняхтакресленняхдеталейпоказанінарис. 15.4.
Рисунок15.4 - Позначенняпосадкитаполядопускуутехнічнійдокументації
15.1.5 Вибірпосадокдляз'єднаннядеталеймашин Щобматирухомез'єднаннядеталей, требапризначатипосадки
іззазором. Прицьомуслідвикористовуватиполядопусківваліввід
154
доh дляпосадоквсистеміотворуіполядопусківотворіввідA доH дляпосадоквсистемівала. Длязабезпеченнявисокоїточності, надійногоцентруваннядеталейіздостатньомалимизазорамивикористовуютьпосадкиH7/h5, H7/h6, H8/h6. Щобматиточнеобертаннязневеликим числом обертів, требавиконувати з'єднаннязпосадками H6/g5, H7/g6, H7/f7. ПосадкуH9/f9 берутьдляз'єднаннядеталейневисокоїточностізвільнимпоздовжнімпереміщеннямабообертаннямв опорахковзання. ВільнеобертанняневідповідальнихдеталейдосягаєтьсявикористаннямпосадкиH11/d11.
Перехідніпосадкипризначенідляутвореннянерухомихз'єднань, щопідлягаютьперіодичномурозбираннютаскладанню. Вони можутьбутиутвореніпривикористанніполівдопусківвалівj, js, k, m, n привиконанніз'єднаньвсистеміотворуіполівдопусківотворівJ, Js, K, M, N, якщоз'єднанняздійснюєтьсявсистемівала. Перехідніпосадкизабезпечуютьдоситьвисокийступіньцентруваннядеталей. У такихз'єднанняхдлязапобіганнявідносногорухудеталейслідпередбачатифіксуючіпристроїштифти, шпонкитаін. НайширшевикористовуютьперехідніпосадкиH7/k6, K7/h6, щовживаютьсядляз'єднаннявалівізматочинамизубчастихколіс, розміщенихнаних, шківів таіншихдеталей, атакожпосадкуH7/m6 дляустановкицентрувальнихштифтів.
Посадкизнатягомвикористовуютьдляутвореннянерухомих нероз'ємних з'єднаньдеталей. Їхутворюютьзадопомогоюполівдопусківваліввідp доzc (системаотвору) таполівдопусківвідP доZC (системавала). Зарахунокнатягуціпосадкидозволяютьзабезпечити нерухомез'єднаннябезвикористаннядодатковихкріпильнихпристроїв. У такихвипадкахмаютьперевагитакіпосадки: H7/p6; H7/r6;
H7/s6; P7/h6.
Припризначенніполівдопусківдляпосадкидеталейдозволяєтьсявибиратиїхзрізнимиквалітетами: дляотворів, якіобробляти складніше, берутьбільшийдопуск(більшийквалітет), ніждопусквала(різницянеповиннабутибільшою, ніждваквалітети). Інколивикористовуютькомбінованіпосадки, що утворюютьсякомбінацією полівдопусківвалатаотвору, взятихізрізнихсистемутворенняпосадок, наприкладØ40F8/e7.

155
15.2 Шорсткістьповерхоньдеталеймашин
Наповерхняхдеталейєслідимеханічноїобробки, якіпроявляютьсяувиглядісукупностівиступівтавпадинрізнихформірозмірів. Критерійоцінкиякостіобробкиповерхоньцепоказник, якийназиваєтьсяшорсткістюповерхні.
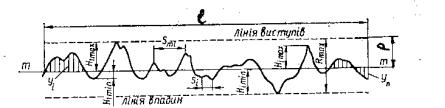
ЗгіднозГОСТ-2789-73 шорсткістьповерхніоцінюєтьсятакими параметрами: Ra - середнєарифметичневідхиленняпрофілю; Rz - висотанерівностейпрофілюзадесятьматочками; Rmax - найбільшависотанерівностейпрофілю; Sm - середнійкрокнерівностей; S - середній крокмісцевихвиступівпрофілю; tp - відноснаопорнадовжинапрофілю, дерчисловезначеннярівняперерізапрофілю.
Нарис. 15.5 показанопрофілограмуповерхнітаїпараметри. СереднєарифметичневідхиленняпрофілюRa - цесереднєарифметичнеабсолютнихзначеньвідхиленьпрофілювмежахбазовоїдовжини
:
a |
|
1 |
|
1 |
n |
i |
|
|
||
|
|
|
dx |
|
, |
(15.1) |
||||
R |
|
y( x ) |
|
|
y |
|||||
|
|
|
|
n |
|
|
|
|
||
|
|
|
i 1 |
|
|
|||||
|
0 |
|
|
|
|
|
||||
деn - числовибранихточокпрофілювмежахбазовоїдовжини; yi - відстаньміжі-юточкоюпрофілютасередньоюлінієюm.
ПараметрRz - сумасередніхабсолютнихзначеньвисотп'яти найбільшихвиступівпрофілюіглибинп'ятинайбільшихвпадинпрофілювмежахбазовоїдовжини:
|
1 |
5 |
|
5 |
|
|
|
|
R |
|
|
|
H |
|
H |
. |
(15.2) |
|
||||||||
z |
5 |
|
i max |
|
i min |
|
|
|
|
i 1 |
|
i 1 |
|
|
|||
Вимогидошорсткостіповерхнідеталівстановлюютьоднимабо кількомапараметрами, якщоцепотрібнодлязабезпеченняексплуатаційнихвластивостейповерхні. НайуживанішимиєпараметриRa або Rz ; параметрRz використовуютьдлягрубообробленихтаособливо чистихповерхонь. НадаютьперевагупараметрамRz чиRa згіднотаблиці.
Чистіповерхнізмалоюшорсткістюпідвищуютьміцністьтакорозійну стійкістьдеталей, зменшуютьтертятаспрацьовуванняв спряженняхрухомихдеталей. Однакприцьомувзначніймірізростає вартістьмеханічноїобробкидеталей. Томувибірпараметрівшорсткостіповерхоньдеталейповиненбутиекономічнообґрунтованим.
156
Рисунок15.5 - Довизначенняпараметрівшорсткостіповерхоньдеталей
Таблиця15.1 - РекомендованізначенняпараметрівRz іRa
Параметр |
|
Поверхня |
|
|
шорсткості, |
Грубо оброб- |
чисто |
Особливочисто |
|
мкм |
лено |
|
|
|
Rz |
200; 100; 60; |
|
|
0,60; 0,40; 0,20 |
|
26 |
- |
|
0,100;0,060; |
|
12,6 ; 10 |
|
|
0,025 |
|
|
3,2; |
1,6; |
|
|
|
0,60; |
0,40; |
|
Rа |
- |
0,20; |
0,100 |
|
|
|
0,060; |
|
|
|
|
0,025 |
|
|
Безпосередньогозв'язкуміж квалітетамиточностірозмірівта параметрамишорсткостіповерхоньнеіснує. Аленедопускаєтьсявисокаточністьрозмірівіззначною шорсткістю поверхонь, оскільки висотанерівностейможебутиспіврозмірною, здопускомнарозміри. Поверхнідеталей, щопризначенідляз'єднаньпопосадках, повинні матипараметршорсткостіRa умежах3,2...0,2 мкм.
Дляпозначенняшорсткостіповерхнінакресленняхдеталейвикористовуютьодинізтакихзнаків:  - видмеханічноїобробкиконструкторомневстановлюється;
- видмеханічноїобробкиконструкторомневстановлюється;  - поверхняутвореназніманнямшару матеріалу(обточування, фрезерування, шліфування);
- поверхняутвореназніманнямшару матеріалу(обточування, фрезерування, шліфування);  - необроблена поверхняабообробленабеззніманняшаруматеріалу(кування, штампування, прокатування).
- необроблена поверхняабообробленабеззніманняшаруматеріалу(кування, штампування, прокатування).
157
Значенняпараметрашорсткостівказуютьтак: дляпараметраRa
1,6
- безсимволу, наприклад , адляпараметраRz - ізсимволом, напри-
, адляпараметраRz - ізсимволом, напри-
Rz10
клад .
.
Вибираючи параметри шорсткостіповерхонь, щовимагають механічноїобробки, требавраховуватитехнологічніможливостірізнихметодівобробки.
ЛЕКЦІЇ20 і21
16 ЗЄДНАННЯ ДЕТАЛЕЙ МАШ ИН
Будь-якамашинаскладаєтьсязбагатьохдеталейтаокремих складальниходиниць. Цідеталітаскладальніодиниціпов’язаніміж собою тимчиіншимспособом. Зв’язкиелементівмашиниподіляютьсянарухомі(шарніри, підшипники) танерухомі(різьбові, зварні).
Використаннярухомихзв’язківелементівобумовленекінематикою машини. Нерухомізв’язкизастосовуютьдлязабезпеченняможливостірозбираннямашининадеталітаскладальніодиниці. Потреба розбиранняспричиненаспрощеннямвиготовлення, складання, ремонтутатранспортування.
Нерухомізв’язки деталей у машинобудуванніназиваються з’єднаннями. Всівидиз’єднаньподіляютьнароз’ємнітанероз’ємні.
Роз’ємніз’єднання(різьбові, шпонкові, зубчасті(шліцові), клемовітаін.) допускаютьрозбиранняз’єднанихдеталейбезпошкодженняелементівз’єднання.
Нероз’ємніз’єднання(зварні, паяні, клепанітаін.) недають змогивиконуватирозбиранняз’єднанихдеталейбезпошкодження елементівз’єднання. Використаннянероз’ємнихз’єднаньобумовлене восновномутехнологічнимитаекологічнимивимогами.
Проміжнемісцеміж роз’ємними танероз’ємними займають пресовіз’єднання. Вдеякихвипадкахціз’єднанняпроектуютьсяяк нероз’ємні, ірозбиранняїхможеспричинитипошкодженняспряженихповерхоньтапослабленняпосадкидеталей. Алепрималихнатягах, характерних, наприклад, дляпосадкикілецьпідшипниківкочен-
158
ня, ціпошкодженнянезначні, навітьдлябагатократногонапресовування.
З’єднаннядеталеймашинєдужеважливимиелементамиконструкцій, бобагатоаварійабопорушеньнормальнихрежимівроботи машиниобумовленінезадовільноюміцністютанадійністюз’єднання.
16.1 Різьбовіз’єднання
16.1.1Різьбовими називаютьсятакіз’єднання, яківиконуються задопомогоюдеталей, щомаютьрізьбу.
Широкевикористаннярізьбовихз’єднаньумашинобудуванні обумовленеїхньоюпростотою, високоюнесучоюздатністю, надійністю, атакожзручністюз’єднаннятароз’єднаннядеталей. Застосуваннюрізьбовихз'єднаньсприяютьтакожнаявністьзначноїноменклатуриспеціальнихрізьбовихдеталей, пристосованихдорізнихконструктивнихваріантівз’єднань, їхняширокастандартизаціятамалавартістьвумовахмасовоговиготовлення.
Обмеженняувикористаннірізьбовихз’єднаньпов’язанізнаявністюзначноїкількостіконцентраторівнапруженьнаповерхняхрізьбовихдеталей, щозменшуєїхвтомнуміцністьпридіїзміннихнапружень.
16.1.2 Кріпильнірізьбитаїхосновніпараметри Кріпильнірізьбизастосовуютьудеталяхрізьбовихз’єднань. За-
лежновідформиповерхні, наякійнарізанарізьба, розрізняютьциліндричнітаконічнірізьби. Восновномувикористовуютьсяциліндричні кріпильнірізьби. Конічнурізьбузастосовуютьувипадках, колитреба забезпечитигерметичністьз’єднання.
Кріпильнірізьбибувають: метричні, трубнітакруглі. Метричнарізьба(рис. 16.1, а) єосновноюкріпильноюрізьбою.
Вонамаєназвуметричноїтому, щовсіїрозміризадаютьсявміліметрах(навідмінувідмалорозповсюдженоїдюймовоїрізьби, розміри якоїзадаютьсяв дюймах). Метричнарізьбамаєтрикутнийпрофільвитківізкутомпрофілю . Вершинивитківтавпадинпритупленіпопрямійабоподузікола, повершинахтавпадинахутворенийзазор. Такаконструкціяполегшуєобробкурізьби, зменшуєконцентраціюнапруженьтазапобігаєпошкодженнямскладальнихробіт.

159
Рисунок16.1 - Кріпильнірізьбитаїхпараметри
Метричнарізьбахарактеризуєтьсятакимиосновнимигеометричнимипараметрами: d(D) – зовнішній(номінальний), d 1 (D 1 ) - внут-
рішнійісереднійd 2 (D 2 ) діаметрирізьб(діаметри, щовідносятьсядо зовнішньоїрізьби– болт, шпилькаіт. ін. - d, d 1 іd 2 , діаметри, що відносятьсядовнутрішньоїрізьби– гайка, різьбовийотвіріт. ін. – D, D 1 іD 2 ); Р– крокрізьби(відстаньміж однойменнимисторонами двохсусідніхвитків, вимірянавнапряміосігвинта); Н=0,866Р– теоретичнависотапрофілювиткарізьби; Н=0,541– робочависотапрофілю, наякійдотикаютьсявиткигвинтаігайки; n – числозаходіврізьби(длякріпильнихметричнихрізьбn=1) і - кутпідйомугвинтової лініїрізьбипоїсередньомудіаметру, щовизначаєтьсязаспіввідношенням:
tg |
Pn |
, |
(16.1) |
|
|||
|
d2 |
|
|
де |
|
||
d 2 =0,5( d + d1). |
(16.2) |
||
Позначенняметричноїрізьби: М20 – метричнарізьбазнормальнимкрокомізовнішнімдіаметромd=20 мм; М20 - метрична різьбазмалимкрокомвитківР=1,5 ммізовнішнімдіаметромd=20 мм.
Основнігеометричніпараметриметричнихрізьбрегламентованістандартами ГОСТ 9150-81, ГОСТ 8724-81 таГОСТ 24705-81
(табл.16.1).