

pm_l_3 Прикл мех Деталi машин
.pdf180
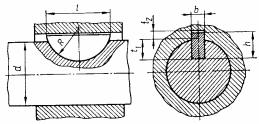
Згідноізстандартомширинупризматичноїшпонкиb івисотуh вибираютьзалежновіддіаметравалаd (табл.16.5). Стандарттакож регламентуєглибинупазанавалуt1 іувтулціt 2 . Довжинушпонки вибираютьзашириноюдеталі, розміщеноїнавалу, перевіряютьрозрахункомнаміцністьітакожузгоджуютьзістандартом.
Рисунок16.12 – З’єднанняпризматичнимишпонками
Робочимигранямипризматичнихшпонокєїхнібічніграні, які контактуютьзбічнимигранямипазів. Робочадовжинапризматичної шпонкизіскругленимиторцями 0 b , ашпонкизплоскими
торцями 0 (рис. 16.12, а).
Ширинупризматичноїшпонкиташиринупазавматочинівиконуютьзполемдопускувідповідноh6 таH7. Ширинапазаваламає поледопускуj s 6.
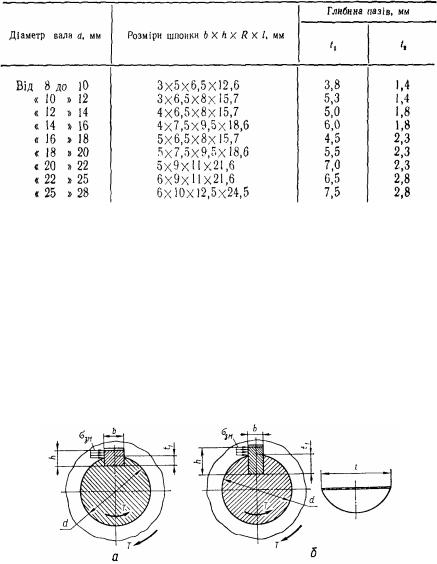
З’єднання за допомогою сегментноїшпонки показано на рис.16.13.
Глибокапосадкашпонкинавалузабезпечуєїйбільш стійке положення, ніжпризматичноїшпонки. Цезапобігаєперекошуванню шпонок під навантаженням. Однак глибокий паззначнопослаблюєвал, томусегментнішпонкивикористовуютьголовнимчиномдля з’єднаннядеталейнамалонавантаженихділянкахвалів, наприкладна кінцяхвалів. З’єднаннясегментнимишпонкамиєтехнологічними, оскількивиготовленняяк шпонок, такіпазівнавалахдоситьпро-
сте.
181
Таблиця16.5 - Шпонки призматичні(див. розміризарис. 16.12, а)
Діаметр |
Перерізшпон- |
Глибинапазів |
Граничнадов- |
||||||
валаd, мм |
|
ки |
|
|
|
жина |
|||
|
|
b, мм |
|
h, мм |
t1, мм |
t2, мм |
min |
|
max |
Від12 до17 |
5 |
|
5 |
3,0 |
2,3 |
10 |
|
56 |
|
« 17 » |
22 |
6 |
|
6 |
3,5 |
2,8 |
14 |
|
70 |
« 22 » |
30 |
8 |
|
7 |
4,0 |
3,3 |
18 |
|
90 |
« 30 » |
38 |
10 |
|
8 |
5,0 |
3,3 |
22 |
|
110 |
« 38 » |
44 |
12 |
|
8 |
5,0 |
3,3 |
28 |
|
140 |
« 44 » |
50 |
14 |
|
9 |
5,5 |
3,8 |
36 |
|
160 |
« 50 » |
58 |
16 |
|
10 |
6,0 |
4,3 |
45 |
|
180 |
« 58 » |
65 |
18 |
|
11 |
7,0 |
4,4 |
50 |
|
200 |
« 65 » |
75 |
20 |
|
12 |
7,5 |
4,9 |
56 |
|
220 |
« 75 » |
85 |
22 |
|
14 |
9,0 |
5,4 |
63 |
|
250 |
« 85 » |
95 |
25 |
|
14 |
9,0 |
5,4 |
70 |
|
280 |
Сегментнішпонкистандартизовані(ГОСТ24071-80). Розміри сегментнихшпоноктапазівдлянихвибираютьзастандартомзалежновіддіаметраd (рис.16.13 татабл.16.6)
Ненапруженішпонковіз’єднання єнайрозповсюдженішими. Вонивикористовуютьсявпоєднаннізперехіднимипосадкамидета-
лейнавалабозпосадкамиізгарантованимнатягом. Утакихвипадках забезпечуєтьсядостатнєцентруваннядеталейтависока надійність з’єднання.
Рисунок16.13 – З’єднаннясегментноюшпонкою
Напруженішпонковіз’єднанняздійснюютьсязадопомогою клиновихтациліндричнихшпонок.
182
Таблиця16.6 - Шпонкисегментні(див. розміризарис.16.13)
16.2.2 Розрахунокненапруженихшпонковихз’єднань Оскількишпонковіз’єднаннястандартизованііїхнірозміриви-
бираютьзалежновіддіаметравалазавідповіднимистандартами, розрахунокшпонковихз’єднаньубільшостівипадківвиконуютьякперевірочний.
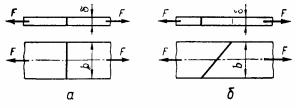
1.Розрахунокз’єднанняпризматичноюшпонкою. Вз’єднанніна рис.16.14, аобертовиймоментТ передається відваладоматочини деталі, розміщеноїнаньому, задопомогою взаємодіїбічнихвузьких гранейшпонкизбічнимистінкамипазівнавалутавматочині. Навантаженіповерхнізминаються іпри незначних мікропереміщеннях спрацьовуються.
Рисунок16.14 – Дорозрахункуз’єднаньпризматичноютасегментноюшпонками

183
Основним розрахунком з’єднанняпризматичною шпонкою є розрахунокзаумовиобмеженнянапругизминання
зм |
|
F |
зм, |
(16.39) |
|
A зм |
|||||
|
|
|
|
деF – сила, щодієнанавантаженіповерхні, аАзм - площаповерхні зминання.
Дляданогоз’єднаннямаємонаближеноF 2T d , аплощапо-
верхнізминанняA зм h t1 l0 , деl 0 - робочадовжинапризматич-
ноїшпонки(див.рис.16.12). Такимчином, умовуміцностішпонкового з’єднанняназминаннязаписуютьувигляді
зм |
|
|
2T |
зм. |
(16.40) |
|
dl0 |
|
|||||
|
|
h t1 |
|
|||
Умоваміцностішпонковогоз’єднанняназрізмаєвигляд |
||||||
зр |
2T |
|
зр, |
|
(16.41) |
|
dl0b |
|
|||||
|
|
|
|
|||
деb – ширинашпонки. |
|
|
|
|||
Колиумовиміцності(16.40) або(16.41) шпонковогоз’єднання невиконуються, тотодітребазбільшитидовжинушпонки 0 , якщо дозволяєдовжинаматочини, абопередбачитивз’єднаннідвішпонки, взаємнозміщеніна180 аботришпонки, взаємнозміщеніна120 , алецезастосовуютьдужерідко.
Інколивиконуютьпроектнийрозрахунокз’єднанняпризматичною шпонкою. Тодівизначаютьпотрібнуробочудовжинушпонки,
виходячиізумов(16.40) та(16.41). Зазначенням знаходятьпо-
о
внудовжинушпонки b , якуприводятьувідповідністьізста-
о
ндартнимрядомдовжини. Допустимінапругидляненапруженихшпонковихз'єднаньза-
лежатьвідрежимунавантаженняз’єднання, міцностіматеріалувала тавтулки, видупосадкинавал.
Длянерухомихз’єднаньберуть: приперехіднихпосадкахвтулки на вал зм 100...150 МПа (втулка зі сталі) ізм 60...80 МПа(втулказчавуну), атакож зр 60...90 МПа.

184
Менші знаведенихзначень зм і зр берутьдлярізко
зміннихнавантаженьшпонковогоз’єднання.
2. Розрахунокз’єднаннясегментноюшпонкою(рис.16.14, б) виконуютьтак, якірозрахунокз’єднанняпризматичноюшпонкою, бо умовироботицихз’єднаньаналогічні. Томуумовуміцностіназминаннядляз’єднаннясегментноюшпонкоюзгіднозвиразом(16.40) та позначенняминарис.16.14, б, записуютьувигляді
2T |
|
. |
(16.42) |
|
зм d h t |
зм |
|
||
|
1 |
|
|
|
Приневиконанніумови(16.42) уз’єднаннізізначною довжиноюматочиниможнапоставитиврядпоосіваладвісегментнішпонки.
Допустимінапругитутберутьтакісамі, якідляз’єднаньпризматичнимишпонками.
16.3 Штифтовіз’єднання
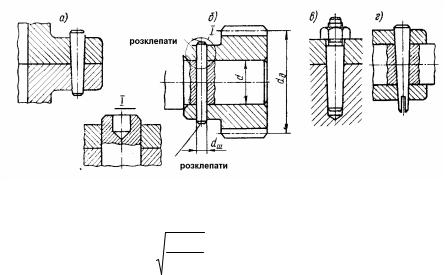
Штифтизастосовуютьвосновномудляточногоустановлення з’єднуємихдеталей машин. Штифтамикористуютьсядляфіксації положенняредукторавідноснойогокорпуса(рис.16.15, а, в). Рідше штифти застосовуютьдляскріпленнядеталеймашин, якіпередають невеликінавантаження. Нарис.16.15,бматочинаколеса, навантаженогоневеликоюколовоюсилою, скріпленазваломзадопомогоюштифта.
Поформірозрізняютьконічнііциліндричніштифти. Конічні штифтивиконуютьізконусностю 1:50, яказабезпечуєсамогальмування. Циліндричніштифтивстановлюютьнаробочемісцезнатягом, аврухомихз’єднаннях– ізрозклепаннямкінців. Звичайніконічні штифти(див.рис.16.15, а) встановлюютьприпрохіднихотворах, коли їхможливовибиватизпротилежногобоку.
ШтифтивиготовляютьізсталейСт4, Ст5, 35, 40 і45. Діаметр встановленогоштифтаприймаютьконструктивно. Діаметркріпильногоштифтавизначаютьізрозрахункуштифтаназріз. Придіїнаштифт силиF, перпендикулярноїдоосі, умоваміцностіназрізприZ площин зрізу
|
|
|
|
185 |
|
F |
. |
(16.43) |
|
|
||||
зр |
зр |
|
||
|
d ш2 |
|
|
|
|
z |
|
|
|
|
|
|
||
4 |
|
|
||
Рисунок16.15 – Видиштифтів
Ізформули(16.43) можливовизначитидіаметрштифта
F
dш 1,13 . (16.44) z
зр
Допустиманапруганазріздляштифта, виготовленогоізсталі вказанихмарок, зр 35...75 МПа; меншізначення– принаванта-
женізпоштовхамитаударами.
16.4 Зварніз’єднання Зварювання– технологічнийпроцесз’єднаннядеталей, який
здійснюєтьсяпримісцевомунагріванністикудеталейдорозплавленогоабопластичногостануїхізподальшимвзаємнимдеформуванням. Утвореннятакоготипуз’єднаньбазуєтьсянавикористаннісилмолекулярногозчеплення.
Нинієбагаторізнихспособівз’єднаннядеталейзварюванням. Зварніз’єднанняєнайдосконалішимизнероз’ємнихз’єднань,
оскількивониузначніймірінаближаютьз’єднанідеталідоцілісних. Зварюваннявикористовуютьнетількиякспосібз’єднаннядеталей, а йяктехнологічнийметодвиготовленнясамихдеталей. Зваренідеталі вбагатьохвипадкахізуспіхомзамінюютьдеталіковані, штамповані
186
абовиготовленілиттям. Зварюваннямвиготовляютьстанини, рамиі основимашин, шківи, зірочки, маховики, барабани, ферми, колони, різнірезервуари, труби, корпусирічковихтаморськихсуден.
Основнимиперевагамизварнихз’єднаньєтакі: відсутністьдодатковихз’єднуючихелементів; рівноміцністьшващодоз’єднуваних елементівдеталей, економіяматеріалутазменшеннямасивиробів; високапродуктивністьтапростотапроцесузварювання.
Донедоліківзварнихз’єднаньналежать: появатемпературних напруженьіпов’язаназцимможливістьвикривлюваннядеталейпісля зварювання; значнаконцентраціянапруженьвобластізварнихшвів; зниженастійкістьпротикорозіїтаін.
16.4.1Видизварнихз’єднаньітипизварнихшвів Залежновідвзаємногорозміщенняз’єднуванихелементівдета-
лейрозрізняютьтакіосновнівидизварнихз’єднань: стикові, напусткові, тавровітакутові.
Стикове з’єднання є найраціональнішим видом зварних з’єднань. Воноутворюєтьсязадопомогоюдуговогоабоконтактного зварювання. Такез’єднаннявиконуєтьсястиковимзварнимшвом.
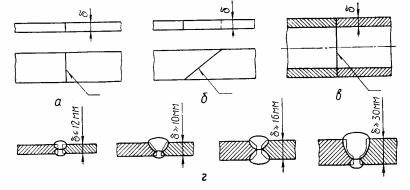
Зварні стикові з’єднання (рис. 16.16) бувають з прямим (а),косим(б) такільцевим (в) швами.
Рисунок16.16 – Стиковізварніз’єднаннядеталей
Деталіпоблизустикуповинніматирівнутовщину длязабезпечення їхньогооднаковогонагрівання. Залежновідтовщини зварювані елементидеталейвиготовляютьізпідготовленимиабонепідготовле-

187
ними кромками. Форми підготовки кромок деталей наведено на рис.16,16 г.
Напусковез’єднання(рис.16.17) виконуютьзадопомогою кутових (валикових) швів. Залежно відрозміщенняшващодолінії діїсилиF кутовішви(рис.16.17) називаються лобовими(а), фланговими(б), комбінованими(в) ікільцевими(г).
Формапоперечногоперерізукутовихшвів(рис.16.17) можебутинормальною(д), випуклою(е) абополіпшеною(є, ж). Нормальна таполіпшенаформизварнихшвівдосягаєтьсямеханічноюобробкою їхпіслязварювання. Випуклаформашвівсприяєпідвищеннюконцентраціїнапруги. Мінімальнаконцентраціянапругимаємісцевшвах поліпшеноїформипривідношеннікатетів1:1,5 або1:2. КатетзварногошваK требабратиK див. рис. 16.17, а аленеменш ніж3мм притовщиніз’єднуванихелементівдеталей мм. Розрахункову висотуm кутовогошва(рис.16.17, д-ж) берутьтаку, щовонадорівнює висотіперерізупобісектрисіА-А, дотогождлявсіхформперерізу
швівумовноm K cos 450 0,7K .
Довжиналобовихшвів унапустковихз’єднаннях не об- |
|
|
л |
межується, |
а довжина фланговихшвів неповиннабутибільш |
|
ф |
ніж5 |
нерів- |
номі |
|
Тавр |
дета- |
лейу |
нання |
вико |
гото- |
вкою |
нання |
підго |
івне |
пови |
ваних |
детал |
зпо- |
|
|
перед |
г). У |
більш |
орис- |
товую |
|

188
Рисунок16.17 – Зварнінапустковіз’єднаннятаформикутовихшвів
Рисунок16.18 – Тавровізварніз’єднання
Рисунок16.19 – Кутовізварніз’єднанняшвів
16.4.2 Розрахунокзварнихз’єднаньнаміцність Основноюумовоюприпроектуваннізварнихконструкційдета-
лейєзабезпеченнярівноміцностізварнихшвівтаз’єднуванихелементівдеталей. Згіднозцієюумовою залежновідрозмірівтавзаємного розміщеннязварнихдеталейвстановлюютьвідповіднірозміришвів дляданогоз’єднання.
Убільшостівипадківнапрактицірозміризварнихшвівтатипїх визначаютьзаформулоютаконструкцієюдеталей. Томурозрахунок зварнихз’єднаньвосновномувиконуєтьсяякперевірний.
189
1. Розрахунокстиковихз’єднань. Стиковез’єднаннярозраховуютьнаміцністьзаномінальниминапругамибезурахуванняпідсиленняшвів(місцевого наплавлюванняметалу) ізатимисамимиумовами, щойдлясуцільнихелементівдеталей. Длясхемнавантаження стиковихз’єднаньізпрямимтакосимшвами(рис.16.20, а, б) умова міцностімаєтакийвигляд:
|
F |
|
(16.45) |
|
|||
|
, |
||
де - напругарозтягу(стиску) ушві; F – сила, щонавантажує з’єднання; , - товщинаташириназ’єднуванихелементіввідповід-
но; - допустиманапругарозтягу (стиску) стиковогозварного з’єднання.
Рисунок16.20 – Дорозрахункустиковихзварнихз’єднань
2. Розрахунокнапустковихз’єднань. Унапустковихз’єднаннях кутовішвиумовнорозраховуютьназріззанайменшимперерізом, якийзнаходитьсявбісектриснійплощиніпрямогокутавпоперечному перерізішва(див. рис.16.17, д, е), дерозрахунковависотакутового шваm=0,7К.
Длянанапустковихз’єднань, навантажених відповідноізсхемаминарис. 16.21, а-в, умовуміцностішвівзаписуютьувигляді
|
|
F |
|
(16.46) |
|
|
|||
|
|
, |
||
|
0,7K |
|
||