

4. Постава и их обозначения. Схемы раскроя бревен. Требования, предъявляемые к рациональному раскрою сырья
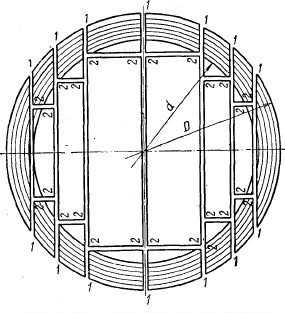
Поставом - план (схема) раскроя бревна на заданные пиломатериалы. Группа пил, установленных в многопильных станках в соответствии с заранее составленной и рассчитанной схемой раскроя, также носит название постава. Доски по положению в поставе различают: сердцовые, центральные и боковые. В сердцовых досках сердцевина - центральная часть бревна - попадает в одну среднюю доску; в центральных сердцевина распиливается пополам. Все остальные доски называются боковыми.
Постава
записываются различными способами, но
чаще всего запись ведется в строчку:
толщину досок записывают в том порядке,
в каком она идет в поставе. Например,
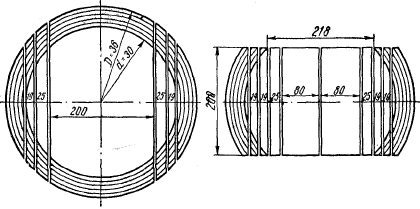
один из поставов вразвал для бревна
толщиной 20 см обозначают следующим
образом: 19-25-40-40-25-19, т. е. в середине бревна
устанавливаются две центральных доски
по 40 мм, следующие за ними боковые по 25
мм и далее боковые по 19 мм, а всего шесть
досок.
Требования, предъявляемые к рациональному раскрою сырья
Из брёвен необходимо выпиливать наибольшее количество п/м.
Выпиленные п/м должны быть лучшего качества.
п/м по размерам должны соответствовать заданной спецификации.
5.Аналит способ расчета поставов. Определение размеров обрезных досок. Применение эвм для расчета поставов.
В пифогорической зоне длина обрезных досок соответствует длине бревна, а ширина их находится по ф-ле Пифагора вi=√d2-Ei2.В параболической зоне в соответствии с теорией, доски должны быть укороченными. Оптимальн. ширина доски:в0(i)=√(d2-Ei2)/3.Для расчета поставов с использованием ЭВМ были разработаны программы с учетом результатов торетич. исследований. Данными для расчета являются данные об размерах бревна,струк-ры постава и размер пиломатериала. Программа составляется в диалоговом режиме что позволяет оперативно вмешиваться в расчеты и по необх-ти корректировать рез-ты с учетом конкретных условий. Расчет на ЭВМ позволяет моделировать раскрой бревен и выявлять зависимость объемного выхода пиломатериалов от многих техналагич.
Факторов. На основе этого можно выбрать наиболее выгодные схемы распиловки бревен с учетом конкретных условий про-ва
6.Производственный и технологический процесс.Структкрные элементы технологического процесса. Виды деревообрабатывающих производств. Производственный процесс - совокуп. Всех совместных действий людей и средств пр-ва, в результате котрого из исходных материалов, заготовок получают продукцию определенного назначения и требуемого качества.
Технология производства -это научная и практически обоснованная система знаний, методов воздействия и приемов превращения сырья материала в готовую продукцию.
Технологический процесс- законченная часть основного производства в результате выполнения которого достигается изменение формы ,размеров положения, состояния и св-в материалов или заготовок и последовательное соединение составных элементов в готовое изделие. Он включ.
Механическую обработку материала резанием, прессованием, гнутьем, а так же сушку, склеивание ,отделку и сборку.
Основные стадии технол-ого процесса изготовления изделий из древесины.
Раскрой
бревен п/м![]() →Первичная
механическая обработка заготовок→
склеивание и облицовывание→вторичная
механическая обработка заготовок→сборка
деталей в сборочные единицы→ обработка
сборочных единиц→Сборка ↔Отделка.
→Первичная
механическая обработка заготовок→
склеивание и облицовывание→вторичная
механическая обработка заготовок→сборка
деталей в сборочные единицы→ обработка
сборочных единиц→Сборка ↔Отделка.
Виды деревообрабатывающих производств…..
7. Принципы организации производственного процесса.Принципы пропорциональности - означает развитие всех участков подразделений и цехов. Т.к. общая производительность производства определяется производительностью наиболее слабых участков, то для того чтобы пропустить снижения производства в целом, производительность и количество стонков должно соответствовать V основного производства.
Принципы прямоточности – обуславливает такую организацию произ-го потока, при которой движение происходит кратчайшим путём, без возвратных и петлеобразных движений, а время, выдержки мат-ла минимальное.Следует добиваться неприрывно-поточной орг-ции производства когда перемещение деталей происходит неприрывно. Высшей формой непр-поточного произ-ва явл. автоматическая линия.
Принцип параллельности – характеризуется одновременным выполнением отдельных операций, что позволяет сократить производственный цикл за счет параллельного осущ-ния различных операция (или изготовления различных деталей изделия) на различных рабочих местах.
Принцип неприрывности – предполагает устранение перерывов в производственном процессе, обеспечение постоянного движения труда и выпуска прод-ции. С этим принципом тесно связан принцип ритмичности.
Принцип ритмичности – характеризуется выполнением каждой операции за одинаковый период времени, выпуском в равные отрезки времени одинакового кол-ва изделий, этот период наз-ся ритмом работы.
R=T/n
R – ритм, мин.
T – время работ потока
n – кол-во деталей, выпущенных за время работы.
Принцип специализации – означает сосредоточение производства однородной продукции на одном предприятии. Специализация может быть предметной, подетальной и технологической. При предметной специализации номенклатура выпускаемых деталей сокращается до миниума. Подетальная специализация - это производство отдельных деталей (щитовых,гнутоклееных); технологическая – превращение отдельных технологических стадий или операций в самостоятельное производство. Специализация способствует повышению кач-ва выпускаемой продукции и улучшению её технико-экономических показателей.
Принцип концепции производства – означает увеличение выпуска продукции на отдельных предприятиях, т.е. связана с их укреплением.
8. Типы производств и основные виды организации технологических потоков. Индивидуальное технолог. процесс замкнутый, операции укрупненные, разделение труда небольшое, высокая проф. квал. рабочих. изделия могут выпускать в ед.-ом экз.Серийное крупные партии, повторное изготов-е известно заранее, мелко-, средне- и крупносерийное произв-во. Более высокая произ-ть труда по сравнению с индивид-м произв-м, хотя квалиф-я рабочих может быть более узкой.Массовое выпуск непрерывно и в большом кол-ве. Выпуск конкретных изделий в течение длительного времени. Наиболее высокая произ-ть труда.Принцип пропорциональности развитие всех участков подразделений и цехов, общая произ-ть произв-ва опр.произ-тью наиболее слабых участков, то для того, чтобы не допустить снижения эффективности произв-ва в целом, произ-ть и кол-во отдельных станков должно соответствовать V основного произв-ва. Принцип прямоточности движение обрабатываемого матер. происходит кратчайшим путем, без возвратных и петлеобразных движений, а межоперационное время выдержки матер.min.Принцип параллельности одновременное выполнение отдельных операций, позволяет сократить произв-й цикл за счет параллельного осуществления различных операций на разных рабочих местах.Принцип непрерывности устранение перерывов в произв-м процессе, обеспечение постоянного движения предмета труда и выпуска прод.Принцип ритмичности выпуск в равные отрезки времени одинакового кол-ва изделий, опр. по формуле: R=T/n, где R – ритм, мин; Т – время работы потока; n – кол-во деталей, выпущенных за время работы.Принцип специализации сосредоточение произв-ва однородной прод. на одном предпр. Специализация может быть предметной, подетальной и технологической, способствовать повышению качества выпускаемой прод. и улучшению ее технико-экономических показателей.Принцип концентрации увеличение V выпуска прод. на отдельных предпр.
8. Типы производств и основные виды организации технологических потоков. Индивидуальное технолог. процесс замкнутый, операции укрупненные, разделение труда небольшое, высокая проф. квал. рабочих. изделия могут выпускать в ед.-ом экз.Серийное крупные партии, повторное изготов-е известно заранее, мелко-, средне- и крупносерийное произв-во. Более высокая произ-ть труда по сравнению с индивид-м произв-м, хотя квалиф-я рабочих может быть более узкой.Массовое выпуск непрерывно и в большом кол-ве. Выпуск конкретных изделий в течение длительного времени. Наиболее высокая произ-ть труда.Принципы пропорциональности, прямоточности, параллельности, непрерывности, ритмичности, специализации, концентрации.
9. Склады лесоматер. Основные операции при подготовке пиловочного сырья к распиловке. Назначение операции окорки бревен. Применяемое оборудование подготовка к распиловке: сортировка бревен; тепловая обработка; окорка. Доставка сухопутным, водным ТС. Приемка стандарт. Выгрузка кранами или колесными лесопогрузчиками, стропы из стального каната или грейферы. Выгруженные бревна укладывают в штабеля на хранение или предают на сортировку, затем вновь в штабеля или в цех на распиловку. Хранения предусматривают влажный, сухой способы, и хим. обработку с целью предотвращения повреждения древесины грибами. На складах применяют кабельные, мостокабельные, портальные и мостовые краны. Перемещения бревен осуществл.цепные конвейеры - продольные и поперечные. Окорка лесоматер.перед распиловкой создает оптимальные условия для работы режущих инструментов, т к с корой бревна очищаются от песка, который затупляет пилы, в результате снижается расход пил и повышается производительность лесопильного оборудования. При распиловке окоренных лесоматер. повышается качество пиломатер. за счет улучшения их поверхности.
10. Сортировка бревен и сортировочные устройства для лесоматериалов. Дробность сортировки. на группы по породам, диаметру, длинам, качеству. Наиболее важная по диаметрам. Качество сортировки бревен характеризует дробность сортировки C=С1*С*,С3, где С1,С1,С3 - дробность сортировки соответственно по породам, размерам и качеству. Разобщители бревен предназначены для расформирования загруженных в них пачек круглых лесоматериалов и поштучной подачи бревен на последующие технологические механизмы для дальнейшей переработки или сортировки бревен. Оборудование для сортировки на воде коридорные, веерные или комбинированные сортировочные устройства. На суше сортировочные устройства с продольным или поперечным перемещением лесоматер. Продольные: -по назначению (для сортировки бревен по длине и по диаметрам) -по размещению лесонакопителей (с односторонним или с двухсторонним размещением) -по степени автоматизации процесса сортировка (полуавтоматические, автоматические и автоматизированные устройства).