3.11 Подготовка, сборка и сварка, испытание вантуза в условиях цбпо, црс должны проводиться в следующей последовательности:
- приварка патрубка к фланцу задвижки (патрубка к приварному торцу задвижки), эллиптической заглушки к ответному фланцу;
- контроль качества сварных соединений радиографическим и ультразвуковым методами;
- изготовление усиливающего воротника;
- сборка фланцевых соединений вантуза и гидравлическое испытание всей конструкции на прочность и плотность;
- испытание на герметичность затвора задвижки;
- маркировка вантуза;
- оформление паспорта на вантуз по форме приложения В;
- консервация вантуза.
3.12 Гидравлическое испытание собранного вантуза производится водой, при полностью открытой задвижке, на прочность - давлением Рисп = 1,5 Рраб, на плотность - давлением Рисп = Рраб, где Рраб = 6,3 МПа. Время испытания на прочность должно составлять 24 ч, на плотность - 12 ч.
Конструкция считается выдержавшей испытания при отсутствии деформаций корпуса задвижки и патрубка, отсутствии на них утечек и отпотин.
Гидравлическое испытание затвора задвижки на герметичность проводится водой давлением Рисп = 1,1 Рраб. со стороны приваренного патрубка при закрытом затворе и демонтированной заглушке с другой стороны задвижки. При отсутствии на затворе отпотин и следов воды в течение времени, необходимого для осмотра, испытание считается законченным, а задвижка-выдержавшей испытания.
Результаты испытаний оформляются актом по форме приложения к паспорту. Вантузу присваивается порядковый номер. Изделие маркируется несмываемой краской по телу патрубка. При маркировке вантуза указывается ОАО МН (изготовитель), №, диаметр и величина рабочего давления.
Технология монтажа и приварки вантуза к трубопроводу
3.13 Врезка вантуза в магистральный нефтепровод включает следующие работы:
- обеспечение рабочего давления в нефтепроводе, в месте производства работ не более 2,5 МПа и наличии не менее 0,1 МПа избыточного давления;
- разметку и подгонку патрубка вантуза к нефтепроводу;
- приварку патрубка к нефтепроводу;
- контроль качества сварного шва;
- монтаж и сварку усиливающего воротника.
3.14 Расстояние между сварными швами трубопровода и привариваемых элементов должно быть не менее 100 мм.
3.15 Сварочно-монтажные работы по приварке патрубков (патрубка с задвижкой для приварной задвижки) следует проводить за один рабочий цикл, без перерыва, до полного завершения облицовочного слоя.
Приварку патрубков (предварительный подогрев металла патрубка, выбор сварочных материалов и режимы сварки) следует осуществлять в соответствии с требованиями технологической карты по врезке вантуза, согласно приложения Ж. 9 разработанной согласно раздела 13 и таблицами ;4.1.2, 6.1.3,6.2.1 РД 153-006-02 Инструкция по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов.
3.16 Контроль сварочных швов приварки патрубка к трубопроводу, приварки воротника к патрубку и трубе осуществляется последовательно.
Контроль качества кольцевых угловых швов должен выполняться методами ультразвуковой дефектоскопии в соответствии с требованиями ГОСТ 14782 и цветной дефектоскопии в соответствии с требованиями ГОСТ 18442.
Контроль поверхности основного металла трубы околошовной зоны проводится методом цветной дефектоскопии на расстояние 50 мм от кольцевого углового шва.
Вырезка отверстия
.
3.17 Приспособления для вырезки отверстий должны быть рассчитаны на рабочее давление не ниже 6,3 МПа, иметь инструкцию по эксплуатации утвержденную главным инженером ОАО МН, паспорт завода изготовителя и разрешение Госгортехнадзора России на применение.
Приспособление должно иметь устройство, предотвращающее падение в полость трубопровода вырезанной части.
Для работы по вырезке отверстий в трубопроводе с приспособлением, допускаются лица прошедшие обучение и проверку знаний.
3.18 Диаметр вырезаемого отверстия в основном ремонтируемом трубопроводе должен быть на 10…15 мм меньше внутреннего диаметра патрубка и не менее 85 мм для патрубка с условным диаметром 100 мм, 125 мм для Ду 150 мм, 170 мм для Ду 200 мм.
Вырезка отверстий в трубопроводе производится при давлении в трубопроводе, соответствующем паспортным характеристикам приспособлений, но не более 2,5 МПа.
3.19 После вырезки отверстия вывести шток приспособления из полости трубопровода за запорный орган задвижки, задвижку закрыть, сбросить давление из корпуса устройства и демонтировать его, после чего установить на вантузную задвижку ответный фланец с эллиптической заглушкой. Установленная заглушка демонтируется при обвязке насосного агрегата или монтаже воздухоспускного трубопровода.
Обустройство вантузов
3.20 После окончания работ по врезке до начала перекачки нефти по нефтепроводу должны быть выполнены:
- установка фланца с эллиптической заглушкой на задвижку вантуза (на вантуз, через который впускался воздух, заглушка устанавливается после выпуска воздуха и демонтажа воздухоспускного устройства);
- антикоррозийная изоляция места врезки вантуза на трубопровод;
- установка на вантуз металлического кожуха с запирающейся на замок крышкой;
- установка ограждения;
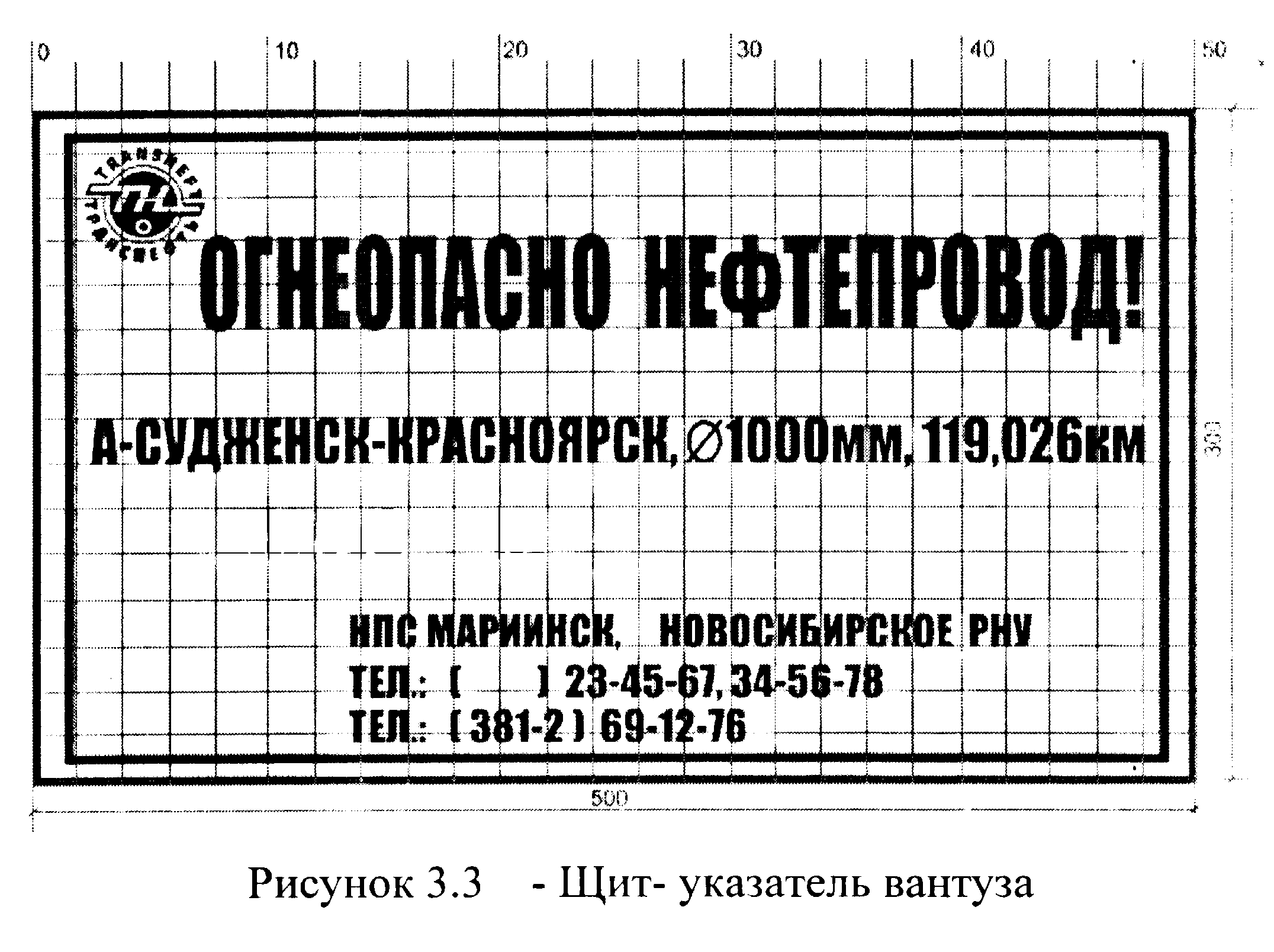
Ограждение выполняется из стальной сетки в обрамлении из уголка 50х50 высотой не менее 2,0 м по металлическим стойкам из труб. Щиты-указатели крепятся по верхней части ограждения с четырех сторон. Размеры щита-указателя приведены на рис.3.2. Стойки и сетку необходимо окрасить в серый или металлический цвет, подземную часть стоек следует грунтовать битумом.
- внесение в паспорт нефтепровода сведений об установленном вантузе и нанесение на технологическую схему и профиль трассы места его установки.
3.21 На установленный вантуз должна быть подготовлена исполнительно-техническая документация включающая: паспорт на вантуз (согласно приложения В); место установки вантуза вносят в паспорт и схему профиля нефтепровода; в паспорт на вантуз вносят сертификаты на электроды и изоляционные материалы, результаты дефектоскопического контроля сварных швов, копии удостоверений сварщиков, акт на противокоррозионную изоляцию.
.