

Операционная технологическая карта сборки и ручной дуговой сварки стыков при врезке вантуза
Объект сварки: магистральный нефтепровод
Характеристика труб нефтепровода и патрубка
Характеристики материалов
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление разрыву, МПа |
Эквивалент углерода, % |
Труба нефтепровода |
От 530 до 1220 |
До 16 |
17ГС; 17Г1С; 17Г1С-У; 12ГСБ; 08ГБЮ |
До К52 |
До 510 |
0,46 0,46 0,46 0,43 0,43 |
Патрубок |
От 89 до 219 |
До 16 |
Ст.10, Ст.20, 09Г2С |
К42 |
412 |
0,35 |
Схема подготовки к сварке элементов вантуза
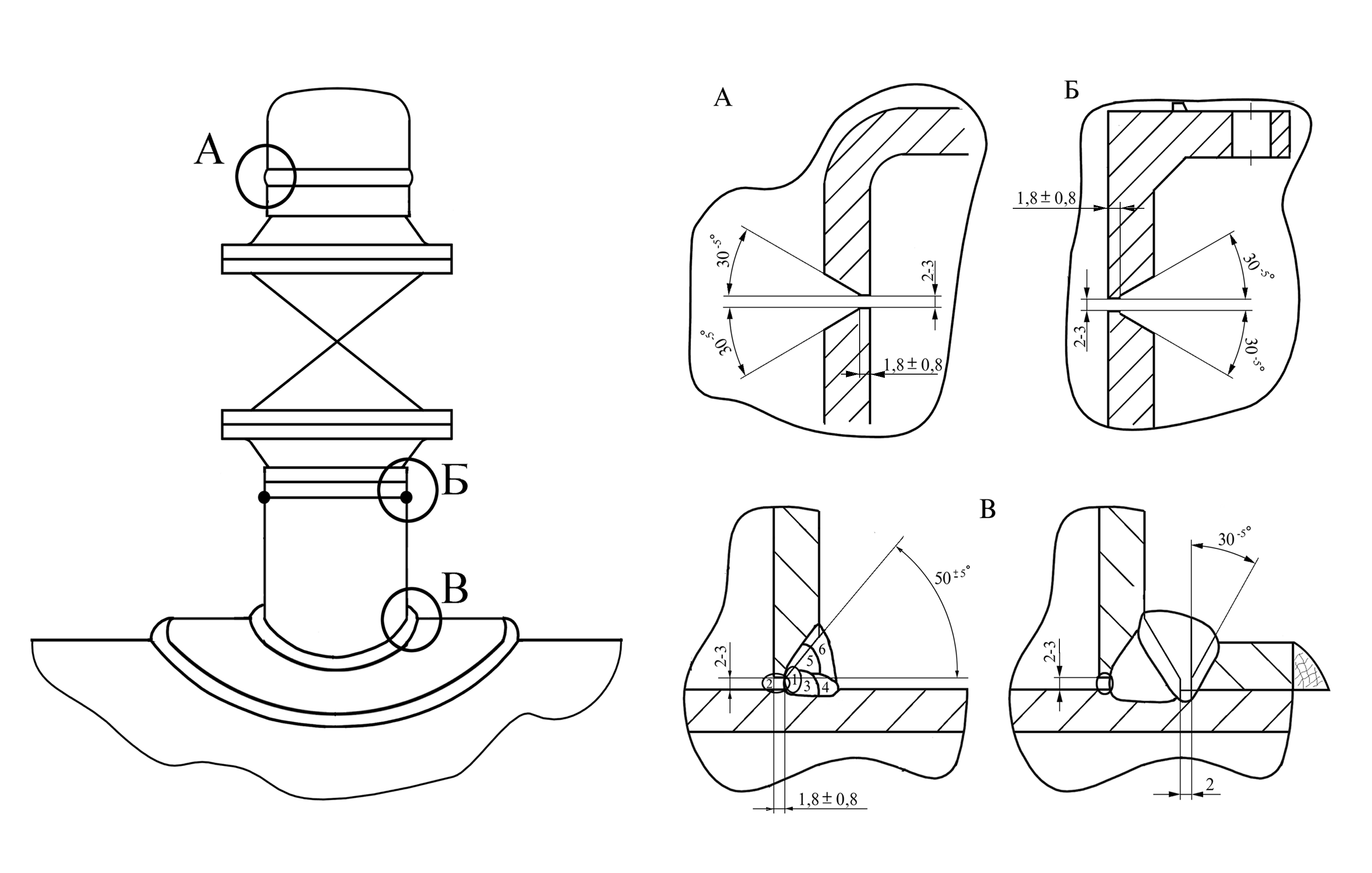
Таблица Ж.9.1 Технологическая карта по врезке вантуза
Перечень операций сборки и сварки вантуза
№№ п/п |
Наименование операции |
Содержание операций и основные требования |
1 |
2 |
3 |
1.а |
Сборка и сварка ответных фланцев задвижки с патрубком и эллиптической заглушкой (выполняются в стационарных условиях). Контроль качества сварного соединения |
Подготовить кромки соединяемых элементов под сварку. Выполнить подогрев торцов стыкуемых элементов в зависимости от температуры окружающего воздуха и толщины стенки. Если подогрев не требуется, торцы просушить нагревом до 50 °С. Сборку фланца задвижки с патрубком осуществлять с помощью четырех прихваток. Выполнить прихватки, зачистить. Выполнить сварку корневого слоя шва, зачистить. Выполнить подварочный слой стыка фланец-патрубок. Зачистить. Выполнить сварку двух заполняющих и облицовочного слоя с зачисткой каждого слоя. Нанести клейма сварщиков. Зачистить. Сборка и сварка фланца задвижки со эллиптической заглушкой выполняется аналогично сварке фланца задвижки с патрубком. Операционный контроль при сборке и сварке, визуально-измерительный контроль. Контроль режимов сварки. Контроль сварных швов радиографическим, ультразвуковым методами. |
1.б |
Сборка и сварка приварного торца вантузной задвижки с патрубком и ответного фланца со эллиптической заглушкой (выполняются в стационарных условиях). Контроль качества сварного соединения |
Подготовить кромки соединяемых элементов под сварку. Выполнить подогрев торцов стыкуемых элементов в зависимости от температуры окружающего воздуха и толщины стенки. Если подогрев не требуется, торцы просушить нагревом до 50 °С. Сборку задвижки с патрубком осуществлять с помощью четырех прихваток. Выполнить прихватки, зачистить. Выполнить сварку корневого слоя шва, зачистить. Выполнить подварочный слой стыка задвижка-патрубок. Зачистить. Выполнить сварку двух заполняющих и облицовочного слоев с зачисткой каждого слоя. Нанести клейма сварщиков. Зачистить. Сборка и сварка фланца задвижки со эллиптической заглушкой выполняется аналогично п. 1а. Операционный контроль при сборке и сварке, визуально-измерительный контроль. Контроль режимов сварки. Контроль сварных швов радиографическим, ультразвуковым методами. |
2. |
Сборка вантуза и испытание конструкции |
После выполнения операций 1а или 1б провести сборку конструктивных элементов вантуза и заварку заглушки к вантузу. Провести гидравлическое испытание на прочность и плотность согласно п. 3.12. Провести испытание на герметичность затвора задвижки. Выполнить маркировку вантуза и оформление паспорта на вантуз по форме приложения В . Осуществить консервацию вантуза. |
Продолжение таблицы Ж.9.1
1 |
2 |
3 |
3. |
Сборка и приварка патрубка к трубе |
На подготовленную к сварке трубу установить патрубок или задвижку с патрубком при использовании приварной задвижки, выполнить прихватки (не менее четырех на равном удалении друг от друга). При эквиваленте углерода металла Сэ менее 0,41 % и толщине стенки 14,1 … 16 мм при температуре окружающего воздуха – 35°С требуется предварительный подогрев патрубка и воротника вантуза до 100°С. При эквиваленте углерода металла Сэ 0,42 – 0,46% и толщине стенки 12,1 … 14,0 мм при температуре окружающего воздуха – 15°С, при толщине стенки 14,1 … 16,0 мм при температуре окружающего воздуха + 5°С требуется подогрев патрубка и воротника вантуза до 100°С. Если подогрев не требуется, торцы кромок просушить нагревом до 50 °С. Выполнить прихватки длиной 30…50 мм. Зачистить прихватки. Выполнить корневой слой шва, зачистить. Выполнить подварочный слой, зачистить. Выполнить два заполняющих слоя и облицовочный слой двумя валиками с последующей зачисткой каждого слоя шлифмашинкой. Нанести на тело патрубка клейма сварщиков. На сварные швы наложить теплоизолирующие пояса, снять их после полного остывания сварного соединения. |
4. |
Контроль качества сварного соединения |
Контроль стыка выполнить как со стороны трубы, так и со стороны патрубка методом ультразвуковой и цветной дефектоскопии. |
5. |
Сборка и сварка усиливающего воротника |
На трубу установить усиливающий воротник. Зазор между трубой и воротником должен быть не более 1,0 мм. Предварительный подогрев выполняется в соответствии с пунктом 3 настоящей таблицы. Торцы кромок просушить при 50 °С. Выполнить не менее четырех прихваток с каждой стороны внутреннего и внешнего диаметров, прихватки зачистить. Выполнить сварку корневого, заполняющих и облицовочного слоев шва с последующей зачисткой каждого слоя. Сварку выполнять сначала по внутреннему периметру воротника, затем по наружному периметру. Нанести клейма сварщиков несмываемой краской или металлическими клеймами на расстоянии 100…150 мм от сварного шва. На сварные швы наложить теплоизолирующие пояса, снять их после полного остывания сварного соединения. |
6. |
Контроль качества сварных швов |
Контроль качества сварных швов выполнить как со стороны трубы, так и со стороны патрубка методом ультразвуковой и цветной дефектоскопии. |
* Конструктивные элементы подбираются по толщине стенки при изготовлении в ЦБПО
Приложение И
(рекомендуемое)