

387
.pdfгде ω = 2 |
− частота среза, соответствующая резонансной частоте |
|
0 |
LC |
|
|
|
|
в режиме короткого замыкания (резонанс напряжения) или в режиме холостого хода (резонанс токов) Т-образного реактивного фильтра.
L/2 |
L/2 |
L |
|
|
C |
C/2 |
C/2 |
|
а |
б |
|
Рис. 2. Фильтры низких частот
Для фильтра высоких частот (рис. 3) нормированная переменная
|
1 |
|
1 |
|
1 |
1 |
|
ω0 |
|
ν = |
|
ωC |
= |
= |
, |
||||
|
2 |
|
ωL |
2 |
ω2LC |
|
ω |
|
|
где ω0 = 2 1LC − частота среза, также соответствующая резонансным частотам.
С/2 |
С/2 |
|
C |
|
L |
L/2 |
L/2 |
|
а |
|
б |
Рис. 3. Фильтры высоких частот
Введение нормированной переменной позволяет получить универсальные описания полосы пропускания и затухания для фильтров высоких и низких частот:
−в полосе пропускания коэффициент затухания a = 0, коэффициент фазы b = 2 arcsin ν;
−в полосе затухания коэффициент затухания a = arcch(2ν2 −1) ,
коэффициент фазы b = +π.
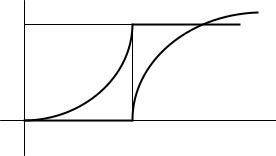
На рис. 4 изображены графические зависимости коэффициентов затухания и фазы, как функции нормированной переменной v , справедливые для реактивных фильтров низких и высоких частот k-типа.
31
Таким образом, при заданном значении ν возможен расчет всех характеристик фильтров. При расчете многозвенных фильтров, применяемых на практике для увеличения крутизны кривой затухания, используются основные соотношения, описывающие составные четырехполюсники.
a
π
|b|
полоса |
1 полоса |
ν |
пропускания |
затухания |
|
Рис. 4. График зависимости коэффициентов затухания и фазы для фильтров k-типа
Предлагаемая нормированная переменная также может быть использована при анализе фильтров m-типа и комбинированных фильтров, применяемых в целях лучшего согласования нагрузки с фильтром.
Полученные аналитические и графические зависимости в значительной степени упрощают процедуру анализа фильтров и могут быть использованы при формализации стандартных и нестандартных задач, возникающих при разработке телекоммуникационных систем, устройств автоматики и связи.
Получено 25.01.2007
32

УДК 621.315
М.В. Логунов, Б.Л. Мерзляков, Ю.В. Столбов, Н.М. Труфанова, О.В. Бармина
Пермский государственный технический университет
РАЗРАБОТКА АЛЬТЕРНАТИВНЫХ ТЕХНОЛОГИЧЕСКИХ РЕЖИМОВ СШИВКИ ПОЛИЭТИЛЕНОВОЙ ИЗОЛЯЦИИ СИЛОВЫХ КАБЕЛЕЙ СРЕДНЕГО НАПРЯЖЕНИЯ
Рассматриваются промежуточные результаты экспериментальной разработки альтернативных технологических режимов сшивки силанольносшиваемой полиэтиленовой изоляции силовых кабелей на напряжение 10 кВ.
Поиски путей увеличения химической, механической и температурной стойкости привели к идее вулканизации полиэтилена, подобно той, которая используется для упрочнения природных полимеров типа каучука. Под вулканизацией или «сшивкой» подразумевают создание пространственной решетки в полиэтилене высокой плотности за счет образования продольно-поперечных связей между макромолекулами полимера.
Относительное количество образующихся поперечных связей в единице объема полиэтилена определяется показателем «степени сшивки». Степень сшивки – это отношение массы полиэтилена, охваченноготрехмерными связями (гель-фракции), к общеймассе полиэтилена.
Нужно отметить, что с увеличением степени сшивки полиэтилена его прочность возрастает, но вместе с тем растет и хрупкость. Поэтому теоретически ПЭ со степенью сшивки 100% – это материал, напоминающий стекло.
Изменение свойств полиэтилена при сшивке
Свойство |
Изменение после сшивки |
|
Плотность |
Уменьшается незначительно |
|
Прочность на растяжение |
Увеличивается |
|
Прочность на сжатие |
Увеличивается |
|
Коэффициент линейного расширения |
Уменьшается |
|
|
33 |
|
Температурная стойкость |
Увеличивается с 70 °С до 95 °С |
Химическая стойкость |
Повышается |
Пластичность |
Уменьшается |
Потеря механических свойств во времени |
Уменьшается |
Стойкость к истиранию |
Увеличивается |
Стойкость к УФО |
Увеличивается |
Стойкость к низким температурам |
Увеличивается |
Твердость |
Увеличивается |
Основные преимущества кабелей со сшитой ПЭ-изоляцией в сравнениискабелями с бумажной пропитаннойизоляцией:
−существует возможность прокладки кабеля при температуре до –20 °С без предварительного подогрева; имеется большая пропускная способность за счет увеличения допустимой температуры жилы;
−кабели обладают малой гигроскопичностью, низкой удельной повреждаемостью, легкивпрокладкенасложныхучасткахзасчетнизкоговеса, меньшихдиаметраирадиусаизгиба, большой(до2000 м) длины;
−кроме того, твердая изоляция дает огромные преимущества при прокладке на местности с большими наклонами, возвышенностями и на пересеченной местности, тоесть на трассахсбольшойразницейуровней,
ввертикальных инаклонных коллекторах.
Как известно, сегодня в мире активно используются силовые кабели на среднее напряжение с изоляцией из сшитого полиэтилена, изготовленной как методом силановой сшивки, так и методом пероксидной сшивки. В настоящее время в России проводятся сравнительные испытания обеих конструкций и, по мнению экспертов, эти испытания подтверждают право на жизнь обеих методик.
Основным поводом для проведения данной работы послужило наличие на заводе ОАО «Камкабель» высвободившегося оборудования пропиточных котлов, ранее использовавшихся для пропитки силовых кабелей с бумажной изоляцией на напряжение 1–35 кВ. Корзины, в которые принимался кабель с бумажной изоляцией, обладают большей в 1,5–2,0 раза емкостью и примерно на порядок меньшей деформацией полиэтиленовой изоляции, которую испытывает кабель на существующих приемных барабанах 22-го типа. Пропиточные котлы снабжены паровым обогревом стенок котла, а также нагревом постоянным током по токопроводящей жиле кабеля [1]. В настоящее время сшивка изоляции кабеля производится в емкостях с габаритными размерами 5400 х 2400 х 2940 мм, в которые помещается по два металлических
34

барабана 22-го типа. Длительность сшивки составляет 28,0 ч, температура воды 80±5 °С.
Основываясь на данных, приведенных в работе [2], можно получить ориентировочную зависимость времени сшивания изоляции от температуры воды. В данном источнике сообщается, что для протекания реакции сшивания требуется обеспечить поступление молекул воды к полифункциональным силановым группам. Это осуществляется благодаря диффузии воды в ПЭ, поэтому скорость реакции сшивания будет зависеть как от коэффициента диффузии, так и от геометрических размеров кабеля (от толщины изоляции). Ориентировочно длительность сшивания можно определить по следующей формуле:
∆2 |
|
τ = W k 2 , |
(1) |
где ∆ – толщина изоляции, мм; W – относительная влажность, %; k – постоянная диффузии, которая для полиэтилена низкой плотности (ПЭНП) при температурах 95, 90, 75 и 20 °С соответственно равна 1,2; 1,0; 0,8; и 0,1·10-4.
Используя метод наименьших квадратов [3], из приведенных выше данных получим зависимость коэффициента диффузии от температуры в следующем виде:
K = 5,372 10−6 e0,0334 T . |
|
|
(2) |
||
Уравнение (1) будет иметь следующий вид: |
|
||||
τ = |
|
∆2 |
|
,(ч). |
(3) |
|
10−6 e0,0334 T |
]2 |
|||
W [5,372 |
|
|
|||
Максимальная конструктивная толщина изоляции для 10 кВ кабеля составляет 3,9 мм [4]. Поверх токопроводящей жилы и изоляции накладываются экраны из электропроводящей сшитой композиции толщиной по 0,6 мм. Таким образом:
∆ = 2 0,6 + 3,9 = 5,1 мм.
Относительная влажность W = 100 %.
Температура плавления (фазового перехода) ПЭНП находится в диапазоне 103–110 °С [2]. Минимальное ориентировочное время сшивки полиэтиленовой изоляции получим при прохождении температуры
35
водыпограницефазовогопереходаполиэтиленавдиапазоне100–108 °С. Этадлительность сшивкиизоляции поформуле (3) составляет ≈12 ч.
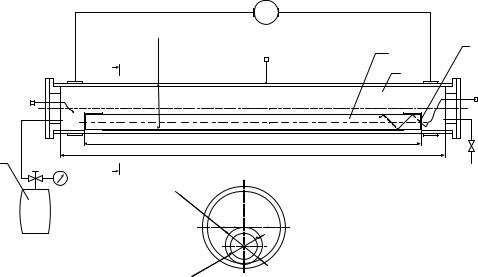
Для проведения экспериментальных работ по сшивке изоляции была сконструирована и изготовлена установка (рис.1), позволяющая оперировать с кабелями длиной ≈ 9 м.
А
Труба Ø 60х5
+-
Г
К
Т2 |
Кабель |
Вода
|
|
|
Т3 |
Т1 |
|
|
|
|
|
9000 |
воды |
Б |
|
9580 |
Слив |
|
|
||
|
|
|
|
А |
|
А – А |
|
|
|
|
|
|
Ø |
|
|
|
2 |
|
|
|
8 |
|
|
|
|
, |
|
|
|
8 |
|
|
,2 |
8 |
|
1 |
|
Ø |
|
Рис. 1. Принципиальная схема установки для сшивки кабеля напряжением 10 кВ, где Г – генератор постоянного тока; Т1, Т2, Т3 – термопары; Б – бак давления БД23-0.25; К – защитные колпачки из термоусаживаемого материала
Температура нагрева воды в трубе до 130 °С, давление воды, создаваемое баком давления, до 2,5–3,0 кгс/см2. Величина тока для нагрева по трубе составляет 200–220 А. Данная установка позволяет осуществить любой экспериментальный режим сшивки изоляции и выполнить необходимые испытания образца кабеля.
В таблице приведены данные экспериментальной работы по сшивке полиэтиленовой изоляции кабелей напряжением 10 кВ. Первые три образца представляют результаты пробных режимов. Далее с № 4 по № 11 (восемь образцов) – статистический набор данных по сшивке изоляции при температуре воды в диапазоне 100–108 °С, давлении воды 2,2–3,2 кгс/см2 и длительности сшивки 12 ч. Образцы № 12–15 предназначались для определения влияния давления воды на процесс сшивки изоляции (ускорение диффузии воды).
36
1.Все образцы, исключая № 6 и 7, имеют изоляционные материалы фирмы Borealis: изоляция LE4421M; катализатор LE4431; полупроводящие экраны LE0540.
2.Образцы № 6 и 7 имеют изоляционные материалы фирмы AEI Compaund: изоляция SX409NT; катализатор CM401; полупроводящие экраны SX539.
3.Деформация при термомеханической нагрузке (hot set test) для промышленных кабелей напряжением 10 кВ за период с января по апрель 2007 г. составляет: по пункту 8 таблицы (32–110 %), по пункту 9 (0 %).
По начальным результатам разработки альтернативных режимов сшивки полиэтиленовой изоляции кабелей напряжением 10 кВ получены следующие заключения:
1.Разработана опытная установка, позволяющая проводить в различных режимах сшивку изоляции опытных образцов кабелей длиной до 9 м, выполнять все необходимые электрические испытания в соответствии с техническими условиями. Параметры установки (технологиче-
ские режимы: температура до 125–130 °С, давление водыдо 3,0 кгс/см2).
2.Выполнена серия сшивок в опытных режимах (образцы
№4–11), определяющих близкую к предельной минимальную длительность сшивки силанольносшиваемой полиэтиленовой изоляции кабелей. Эта длительность составляет ≈ 12 ч и проходит по границе фазового перехода изоляционного полиэтилена. Техноло-
гические режимы сшивки: температура 100–108 °С, давление воды 2,2–3,2 кгс/см2. При этом были соблюдены все критерии сшивки (таблица). Отмечены факты тепловой деформации изоляции.
3. Вторая группа экспериментов (образцы № 12–15) направлена на исследование влияния давления воды на качество сшивки изоляции. Длительность сшивки была выбрана заведомо не соответствующей положительным результатам сшивки. По формуле (1) длительность при температуре 75 °С соответствует 40 ч, взято 18 ч. Технологический режим: температура 72–80 °С, давление 3,0–3,2 кгс/см2. В результате два образца под давлением воды соответствуют параметрам сшивки изоляции, при атмосферном давлении один образец не соответствует требованиям сшивки.
В дальнейшем предусматривается проведение дополнительных опытов для более детального выявления закономерностей при сшивке.
37
38
Таблица Результаты экспериментальных данных по сшивке полиэтиленовой изоляции кабелей напряжением 10 КВ
|
|
|
|
|
|
|
Деформация при термомехани- |
|
|
|
|
|
|
|
|
|
ческой нагрузке (hot set test) |
|
|
|
|
|
|
|
|
|
Относит. удли- |
Относит. |
|
Номер |
Марка |
Длитель- |
Темпе- |
Темпе- |
Темпе- |
Давление |
нениепосле |
удлинение |
|
выдержкив |
после снятия |
|
|||||||
образца |
кабеля |
ность |
ратура |
ратуры |
ратура |
воды |
течение15 мин |
нагрузки и |
|
(дата) |
(длина,м) |
сшивки, ч |
окру- |
воды, |
поверхности |
в трубе, |
притемперату- |
охлаждения, |
Примечания |
|
|
|
жающей |
C |
трубы, |
кгс/см2 |
ре(200±3) C и |
%, не более |
|
|
|
|
среды, |
|
C |
|
растягивающей. |
15 % |
|
|
|
|
C |
|
|
|
нагрузке |
|
|
|
|
|
|
|
|
|
0,2 МПа%, не |
|
|
|
|
|
|
|
|
|
более175 % |
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
1 |
АПвП |
3 |
23,2 |
120 |
123 |
2,9 |
До сшивки: |
После сшив- |
На поверхности |
(09.06.06) |
(5) |
|
|
|
|
|
растяжение и |
ки: |
кабеля след от |
|
пробный |
|
|
|
|
|
обрыв через |
0; 0; 0 |
термопар, гео- |
|
режим |
|
|
|
|
|
1,0–1,5 мин |
|
метрия визу- |
|
|
|
|
|
|
|
После сшивки: |
|
ально не нару- |
|
|
|
|
|
|
|
30; 40; 30 |
|
шена |
2 |
ПвП |
5 |
26,0 |
108 |
112 |
2,8 |
140; 150; 170 |
0; 0; 0 |
На кабеле про- |
|
(7) |
|
|
|
|
|
|
|
сматривалась |
|
пробный |
|
|
|
|
|
|
|
плоская дефор- |
|
режим |
|
|
|
|
|
|
|
мация |
3 |
ПвП |
5 |
20,6 |
108 |
112 |
2,7 |
30; 32; 30 |
0; 0; 0 |
|
(10.07.06) |
(7) |
|
|
|
|
|
|
|
|
|
пробный |
|
|
|
|
|
|
|
|
|
режим |
|
|
|
|
|
|
|
|
4 |
АПвП |
12 |
20,8 |
104 |
111 |
2,8 |
30; 20 |
0; 0; 0 |
|
(10.08.06) |
1х400-10 |
|
|
|
|
|
|
|
|
|
(9,24) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Окончание табл. |
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
5 |
АПвП |
12 |
22,0 |
104 |
105 |
2,5 |
33; 40; 35 |
0; 0; 0 |
|
|
(24.08.06) |
1х400-10 (9,0) |
|
|
|
|
|
|
|
|
|
6 |
АПвП |
12 |
17,6 |
104 |
105 |
2,3 |
60; 50; 40 |
0; 0; 0 |
На конце кабеля 500–600 мм следы от термопары |
|
(13.09.06) |
1х185-10 |
|
|
|
|
|
|
|
|
|
|
(9,15) |
|
|
|
|
|
|
|
|
|
7 |
АПвП |
12 |
14,7 |
104 |
109 |
2,6 |
90; 80; 50 |
0; 0; 0 |
На конце кабеля |
|
(25.09.06) |
1х185-10 |
|
|
|
|
|
|
|
следы от термопары |
|
|
(9,0) |
|
|
|
|
|
|
|
|
|
8 |
ПвП |
12 |
12,0 |
104 |
107 |
2,7 |
35; 35; 35 |
0; 0; 0 |
|
|
(23.10.06) |
1х150-10 |
|
|
|
|
|
|
|
|
|
|
(9,0) |
|
|
|
|
|
|
|
|
|
9 |
ПвП |
12 |
21,0 |
104 |
106 |
2,8 |
30; 30 |
0; 0; 0 |
|
|
(27.10.06) |
1х150-10 |
|
|
|
|
|
|
|
|
|
|
(9,0) |
|
|
|
|
|
|
|
|
|
10 |
АПвП |
12 |
18,0 |
104 |
108 |
2,9 |
35; 35; 35 |
0; 0; 0 |
В середине образца небольшая деформация |
|
(22.11.06) |
1х500-10 |
|
|
|
|
|
|
|
|
|
|
(9,0) |
|
|
|
|
|
|
|
|
|
11 |
АПвП |
12 |
14,0 |
104 |
108 |
3,1 |
35; 35; 35 |
0; 0; 0 |
В середине образца небольшая деформация |
|
(27.11.06) |
1х500-10 |
|
|
|
|
|
|
|
|
|
|
(9,0) |
|
|
|
|
|
|
|
|
|
12 |
АПвП |
18 |
17,6 |
76 |
78 |
3,2 |
80; 80; 60 |
0; 0; 0 |
|
|
(20.12.06) |
1х240-10 |
|
|
|
|
|
|
|
|
|
|
(9,0) |
|
|
|
|
|
|
|
|
|
13 |
АПвП |
18 |
17,0 |
76 |
86 |
2,6 |
20 |
0; 0; 0 |
|
|
(13.02.07) |
1х240-10 |
|
|
|
|
|
|
|
|
|
|
(9,0) |
|
|
|
|
|
|
|
|
|
14 |
АПвП |
18 |
19,8 |
76 |
75 |
3,0 |
30; 30; 30 |
0; 0; 0 |
|
|
(6.03.07) |
1х300-10 (9,0) |
|
|
|
|
|
|
|
|
|
15 |
АПвП |
18 |
17,6 |
76 |
79 |
2,6 |
50; 75; 100 |
20; 43; 45 |
|
39 |
(9.04.07) |
1х300-10 (9,0) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Библиографический список
1.Пат 2295792 Рос. Федерация. Способ изготовления изолированного провода или кабеля / Смильгевич В.В. [и др.]; опубл. 20.03.07.
2.Григорьян А.Г. Производство кабелей и проводов с применением пластмасс и резин / А.Г. Григорьян, Д.Н. Дикерман, И.Б. Пешков. – М.: Энергоатомиздат, 1992.
3.Коваленко И.Н. Теория вероятностей и математическая статистика / И.Н. Коваленко, А.А. Филиппова. – М.: Высшая школа, 1982.
4.Кабели силовые с изоляцией из сшитого полиэтилена на напряжение 10,20,35 кВ. Технические условия: ТУ 16 К71 – 335 – 2004.
Получено 29.01.2007
40