

2.2. Структурный анализ базовых компоновок
Исходя из заданных движений инструмента относительно обрабатываемой детали, можно рассмотреть всю совокупность возможных базовых компоновок, пользуясь методом Ю.Д. Врагова. Если выбрать прямоугольную систему координат, ориентированную в неподвижном пространстве, то минимальное число подвижных узлов должно соответствовать числу заданных элементарных движений. Обозначим неподвижный узел символом О, а подвижные узлы символами X, Y, Z, если они перемещаются прямолинейно по соответствующим осям координат, и буквами А, В, С — вращательные движения относительно тех же осей.
Последовательность расположения узлов станка, которая и определяет базовую его компоновку, можно тогда записать структурной формулой, в которой запись будет начинаться с узла, несущего заготовку, а кончаться узлом, несущим режущий инструмент. Так, например, для трехкоординатного бесконсольного фрезерного станка компоновка, изображенная на рис. 6, записывается в виде:
XYOZbzC, (4)
где z обозначает дополнительное осевое перемещение шпинделя, так как можно условиться, что вспомогательные движения, не связанные с формообразованием, обозначим прописными буквами. На рис. 7 приведены компоновки некоторых типов станков общего назначения и соответствующие этим компоновкам формулы условной записи.
Формализация компоновок в виде условной записи имеет то достоинство, что позволяет рассмотреть все возможное множество вариантов компоновок путем формальной перестановки символов в формуле. Для станка, изображенного на рис. 6, если учесть, что вращение инструментального шпинделя не влияет на различие вариантов, и ограничиться лишь формообразующими движениями, множество всех вариантов определяется перестановками символов в структурной формуле XYZO. Общее число перестановок 4! = 1·2·3·4 = 24.
Все возможные варианты компоновки могут быть сведены в матрицу (рис. 8, а). Столбцы матрицы различаются положением неподвижного узла, а строки (попарно) положением
вертикально перемещаемого узла. Анализ всего множества компоновок, заключенных в матрице, осуществляют на основе выделения подмножеств, обладающих некоторыми общими признаками. Так, например, варианты последнего столбца приводят к компоновкам с неподвижным изделием, варианты, выделенные из третьего и четвертого столбцов штриховкой, дают компоновки с подвижной стойкой (рис. 9).
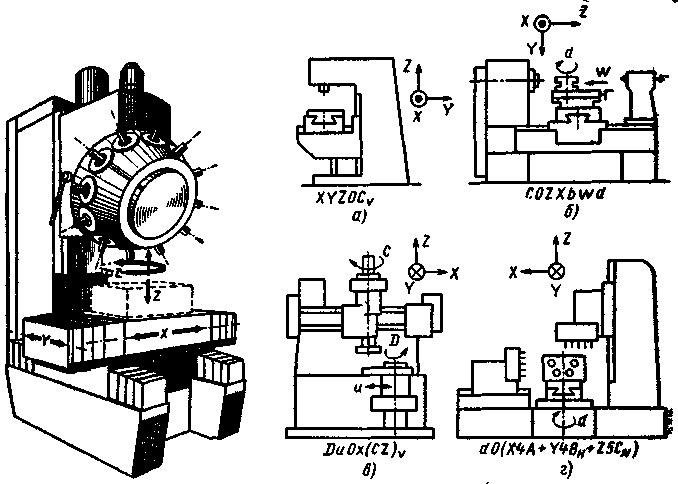
Рис. 6. Компоновка фрезерного станка |
Рис. 7. Типичные компоновки некоторых станков: а — консольно-вертикально-фрезерного; б — токарного; в — зубодолбежного; г — сверлильного агрегатного
|
Число различных вариантов компоновок возрастает из-за возможности их различного расположения в пространстве. Все 24 варианта базовых компоновок, обусловленных различием в последовательности расположения узлов станка между инструментом и обрабатываемой деталью, могут быть ориентированы в пространстве как горизонтальные или вертикальные. Кроме того, компоновка станка по указанным выше соображениям отвода стружки и охлаждающей жидкости для изменения теплового баланса может предусматривать различную конструкцию и расположение направляющих.
ZYXO |
ZXOY |
ZOXY |
OZXY |
|
|
|
|
|
OZXY |
ZXYO |
ZYOX |
ZOYX |
OZYX |
|
|
|
|
|
OZYX |
XZYO |
XZOY |
XOZY |
OXZY |
|
|
|
|
XOZY |
OXZY |
YZXO |
YZOX |
YOZX |
OYZX |
|
|
|
|
YOZX |
OYZX |
XYZO |
XYOZ |
XOYZ |
OXYZ |
|
|
|
XYOZ |
XOYZ |
OXYZ |
YXZO |
YXOZ |
YOXZ |
OYXZ |
|
|
|
YXOZ |
YOXZ |
OYXZ |
а) б)
|
|
|
OZXY |
|
|
|
ZXOY |
|
|
|
|
|
OZYX |
|
|
|
ZYOX |
|
|
|
|
XOZY |
OXZY |
|
|
|
|
|
|
|
|
YOZX |
OYZX |
|
|
|
|
|
|
|
|
XOYZ |
OXYZ |
|
|
|
|
XOYZ |
|
|
|
YOXZ |
OYXZ |
|
|
|
|
YOXZ |
|
в) г)
Рис. 8. Матрицы вариантов компоновок:
а – полное множество для формулы XYZO; б – подмножество при отсутствии вертикального перемещения
детали; в – подмножество при одном только горизонтальном перемещении детали; г – подмножество при
условии примыкания горизонтального перемещаемого узла к неподвижной станине
Влияние компоновки станка на температурные деформации, приводящие к относительному смещению инструмента и обрабатываемой детали, особое значение имеет при проектирования прецизионных станков. Соображения, связанные с облегчением отвода стружки, важны для станков высокой производительности резания, особенно в тех случаях, когда сливная стружка не должна накапливаться в рабочей зоне станка.
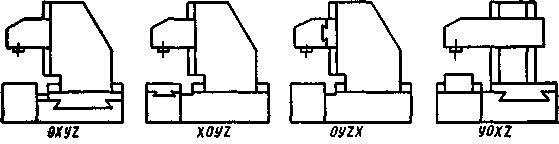
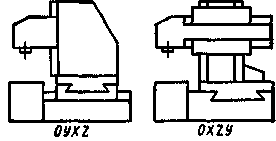
Рис. 9. Варианты компоновок станка