

1.7. Структура сапр мрс
Эффективность САПР в значительной мере зависит от степени интеграции всех стадий конструкторской и технологической подготовки производства в единый информационный процесс. Такая интеграция обеспечивает согласованность конструкторских и технологических решений, сокращает количество ошибок как принципиального характера, т.е. связанных с принятием ошибочных решений, так и тех, которые возникают в связи с оформлением конструкторской и технологической документации. При использовании отдельных, автономных средств автоматизации инженерного труда общее количество ошибок может возрастать за счет операций перекодировки информации при переходе от одной стадии проектирования к другой.
Поэтому в современных САПР организуются информационные связи, в первую очередь, между блоками проектирования деталей и технологии их изготовления (включая подготовку управляющих программ для станков с ЧПУ). Такие системы получили в зарубежной научно-технической литературе название CAD/CAM (Computer Aided Design и Computer Aided Manufacturing).
Одной из важнейших компонент САПР является блок, связанный с принятием принципиальных технических решений на основе проведения достаточно сложного комплекса инженерных расчетов и математического моделирования. Подобные средства получили название САЕ (Computer Aided Engineering). Их интеграция с предыдущими компонентами приводит к появлению CAE/CAD/CAM-систем. Общую структуру конструкторско-технологической САПР металлорежущих станков можно представить в виде схемы, приведенной на рис. 2, согласно которой ход всех проектных работ определяется блоком планирования и управления процессом проектирования.
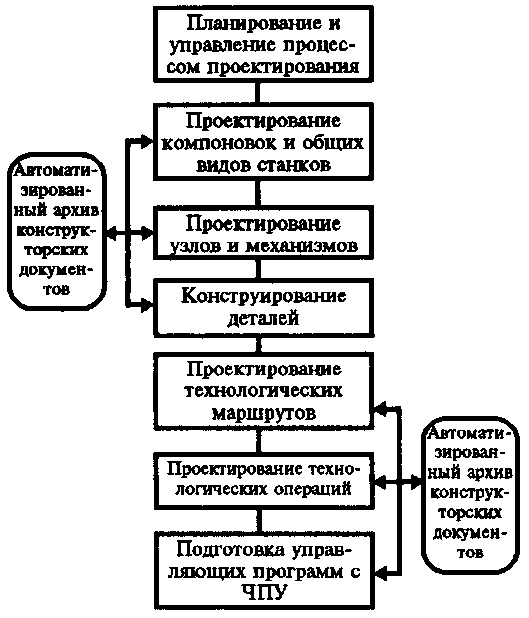
Рис. 2. Общая структура САПР металлорежущих
станков
В соответствии с принципом композиции новые станки создаются в основном на базе унифицированных узлов либо, в соответствии с принципом подобия, посредством модификации ранее выполненных проектов.
Процесс автоматизированного проектирования станка состоит из следующих основных этапов:
анализ технических требований к проектируемому станку (по данным заказа);
технологическое обоснование основных технических характеристик станка и требований к его узлам (агрегатам);
поиск в автоматизированном архиве (АА) подходящего проекта из числа ранее выполненных;
проектирование (доработка) компоновочной схемы станка;
проектный расчет компоновочной схемы (оценка точности, жесткости, динамических свойств, предварительное моделирование и оптимизация);
подбор унифицированных узлов из базы данных (архива);
проектирование компоновочного чертежа (общего вида) станка;
проверочные расчеты и уточненное моделирование;
проектирование (доработка) электрооборудования;
проектирование (доработка) гидрооборудования, системы смазки и охлаждения;
проектирование (доработка) пневмооборудования;
проектирование спецоснастки (наладки);
проектирование (доработка) схемы окраски;
проектирование упаковки;
оформление полного комплекта технической документации (на машинных носителях) и, при необходимости, на бумаге;
помещение готового проекта в АА.
Процесс автоматизированного проектирования узлов состоит из следующих основных этапов:
анализ технических требований к проектируемому узлу;
поиск в АА близкого аналога (прототипа);
формирование структуры (принципиального решения) проектируемого узла;
проектный расчет узла (определение основных параметров, предварительное моделирование, оптимизация);
формирование облика конструкции из унифицированных конструктивных элементов (подузлов и деталей);
проверочные расчеты, уточненное моделирование;
оформление документации технического проекта на узел.
В результате выполнения перечисленных этапов формируется цифровой образ (морфологическая модель) узла, в котором содержится значительная часть информации о деталях. Эта информация, однако, недостаточна для изготовления детали и для получения (в случае необходимости) ее рабочего чертежа.
Для получения комплекта цифровых моделей деталей, содержащих информацию, необходимую и достаточную как для изготовления деталей, так и их рабочих чертежей, требуется выполнение следующих основных этапов:
декомпозиция цифрового образа общего вида;
идентификация образа детали;
конструирование типовой детали (по алгоритму);
дополнение образа детали унифицированными конструктивно-технологическими элементами (КТЗ) из базы данных в диалоговом режиме;
конструирование оригинальной детали из унифицированных и вновь создаваемых КТЭ;
формирование полной модели рабочего чертежа детали;
нормоконтроль и контроль на технологичность.
По завершении перечисленных этапов по всем деталям формируется полный комплект документации на узел, помещенный в АА. Полученные в результате выполнения описанных этапов модели рабочих чертежей деталей и сборочных единиц передаются в виде соответствующих файлов в блок технологического проектирования, где выполняются следующие процедуры:
оценка технологичности конструкций станка, узлов и деталей;
проектирование по полным цифровым моделям деталей маршрутных техпроцессов, операционных технологий и управляющих программ (УП) для станков с ЧПУ;
контроль УП;
нормирование;
проектирование технологических процессов сборки, монтажа, окраски и других переделов, их нормирование;
проектирование технологической оснастки (зажимные приспособления, режущий и мерительный инструмент, штампы, пресс-формы).