

8. Станочные системы
8.1. Классификация и основные типы станочных систем
В обобщенном виде под станочной системой понимают совокупность технологического (металлорежущего) и вспомогательного (установленного в порядке реализации технологического процесса или произвольно,) оборудования, объединенного системой управления, автоматическими механизмами и устройствами для транспортирования заготовок, изделий, разделения и соединения их потоков, накопления заделов, изменения ориентации и удаления отходов, предназначенную для изготовления (сборки) заданной номенклатуры изделий.
Станочные системы широко применяют в различных отраслях машиностроения и приборостроения для механической обработки, термообработки, контроля, мойки, сборки, упаковки и др.
Важнейшие характеристики станочных систем следующие: тип производства, где они применяются; технологическое назначение; тип применяемого технологического оборудования (одно- или многопозиционное; последовательного, параллельного или смешанного действия; с обычными системами управления или с системами числового программного управления и др.); наличие и вид межагрегатной связи.
Станочные системы с различными видами оборудования могут применяться в массовом, крупносерийном, среднесерийном и мелкосерийном производстве. Для данных видов производств (см. рис. 33) применяют автоматические линии (АЛ) с жесткой связью (в том числе роторные и роторно-конвейерные АЛ), АЛ с промежуточными накопителями, переналаживаемые АЛ, гибкие автоматизированные линии (ГАЛ), гибкие производственные системы (ГПС) и гибкие производственные ячейки (ГАЯ), построенные на основе гибких производственных модулей (ГПМ).
По технологическому назначению различают следующие станочные системы: для механической обработки заготовок деталей типа тел вращения; заготовок корпусных деталей, типа плит, фланцев, рычагов и др.; для сборки отдельных узлов и изделий; комплексные, которые обеспечивают выполнение разнообразных технологических процессов (например, заготовительных, механической обработки, термической обработки, сборки, контроля, упаковки и др.).
В зависимости от применяемого технологического оборудования станочные системы подразделяют на системы, состоящие из следующего оборудования (см. рис. 33):
специальных и специализированных автоматизированных станков;
универсальных полуавтоматов и автоматов, агрегатных станков со сменными шпиндельными коробками; с обычными системами управления и с системами числового программного управления (ЧПУ);
многоцелевых станков (обрабатывающие центры).
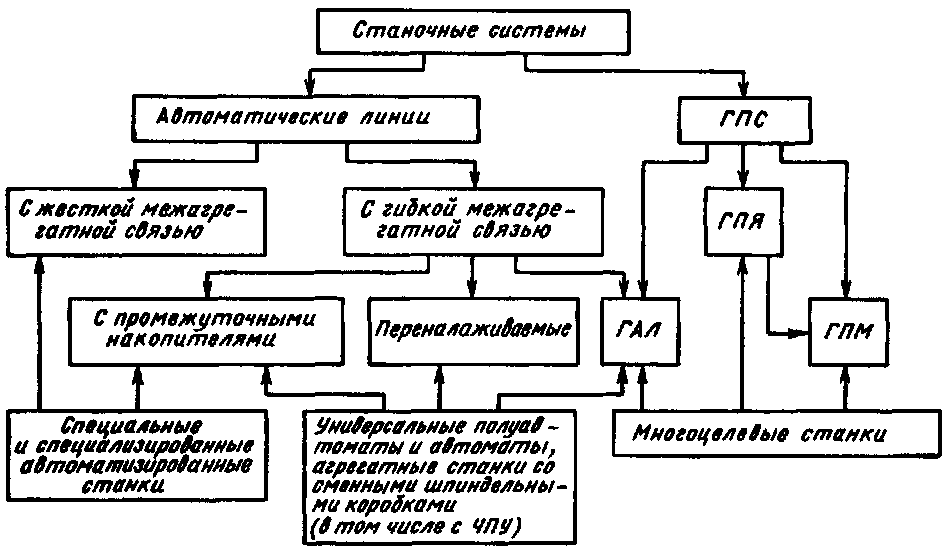
Рис. 33. Классификация станочных систем
АЛ могут состоять из традиционных (стационарных) металлорежущих станков, роторных и роторно-конвейерных автоматов.
На рис. 34 показана схема гибкой АЛ фирмы Heckert (Германия) для изготовления картера для грузовых автомобилей в пяти различных исполнениях.
Из загрузочного устройства 1 заготовки поступают во входной накопитель 2, откуда через поворотные устройства 3 и устройство идентификации 4 заготовки подаются на фрезерный станок 5 с горизонтальной унифицированной фрезерной головкой. Зажим заготовки осуществляется в позиции обработки зажимным приспособлением 6.
После обработки заготовка проходит через кантователь 7 и поступает последовательно на фрезерные станки 9 и 10 с горизонтальными одношпиндельными унифицированными фрезерными головками, далее на фрезерные станки 11 и 12 соответственно с двухшпиндельной и одношпиндельной унифицированными вертикальными фрезерными головками. После этого обработка выполняется последовательно еще на двух фрезерных станках 13 и 14 с вертикальными одношпиндельными унифицированными фрезерными головками.
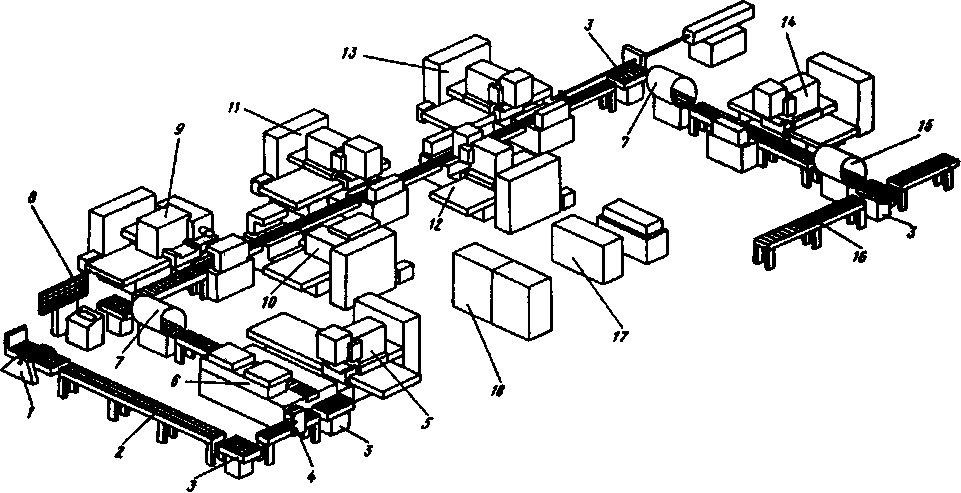
Рис. 34. Схема автоматической линии для изготовления
корпусных деталей
После прохода через позицию 15 удаления стружки, обрабатываемые заготовки поступают в выходной накопитель 16.
В стойке 17 смонтирована гидросистема, а в стойке 18 - система управления. Управление и индикация цикла работы линии осуществляется с пульта 8.
Автоматической роторной линией (АРЛ) называют совокупность нескольких технологических и транспортных роторов, расположенных в технологической последовательности и связанных устройствами межлинейного транспортирования предметов обработки (см. рис. 35, а).
АРЛ применяют в основном для кратковременных технологических операций, например, для изготовления из пластических масс мелких деталей типа тел вращения, полученных методом прессования и спекания, керамики, а также путем обработки резанием.
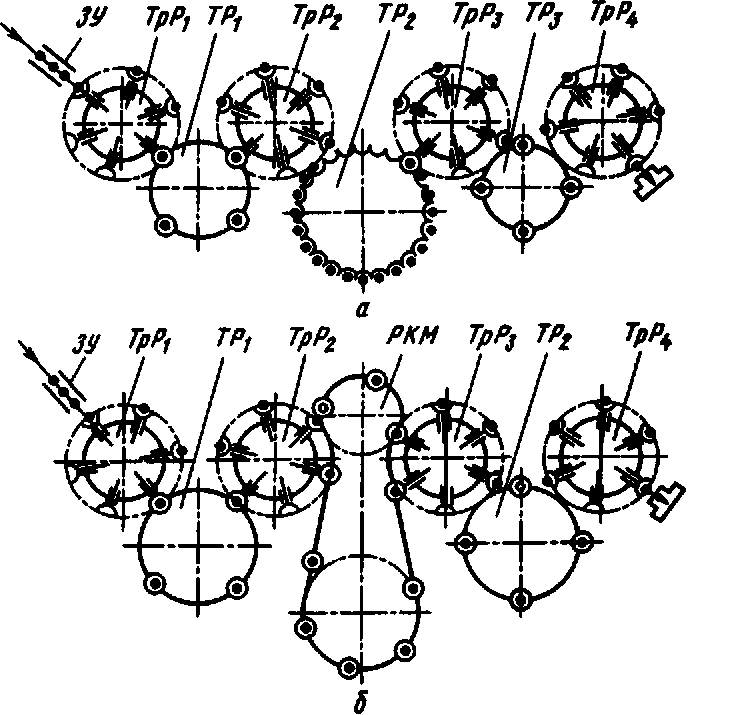
Рис. 35. Схема компоновки роторных (а)
и роторно-конвейерных (б) линий
В АРЛ инструментальные блоки перемещаются по окружности и являются неотъемлемой частью роторного автомата линии.
Заготовки, загружаемые устройством ЗУ, проходят через транспортные ТрР1, ТрР2, ТрР3 и ТрР4 и рабочие роторы ТР1, ТР2 и ТР3. При этом рабочие роторы ТР1 и ТР3 предназначены для выполнения кратковременных, а ТР2 - для более длительных операций (см. рис. 35, а).
Автоматической роторно-конвейерной линией (АРКЛ) называют комплекс роторно-конвейерных машин, установленных в технологической последовательности и объединенных системой транспортирования предметов обработки и системой управления (см. рис. 35, б).
АРКЛ применяют для длительных технологических операций, например, для сборки (монтаж, запрессовка, упаковка, заливка, свертывание мелких деталей), упаковки в тару и расфасовки сыпучих и жидких материалов, для термических и термохимических операций (нагрев, отжиг, травление, закалка, сушка, промывка, обезжиривание, нанесение покрытий).
Схема роторно-конвейерной линии, показанная на рис. 35, б, применяется для выполнения технологических операций, значительно различающихся по времени обработки (короткие - в рабочих роторах ТР1 и ТР2, а более длительные - в роторно-конвейерной машине РКМ).
Транспортирование заготовок в роторных и роторно-конвейерных АЛ совмещено с обработкой.
По виду межагрегатной связи и получаемой при этом структуре построения станочных систем и, как следствие, возможной номенклатуре изготовляемых изделий (гибкости) станочные системы можно подразделить на две группы:
▫ АЛ, в которых технологическое оборудование установлено в порядке следования технологического процесса и может иметь как жесткую, так и гибкую межагрегатную связь;
▫ гибкие производственные системы (в том числе гибкие производственные ячейки), в которых технологическое оборудование устанавливается произвольно. Обработка на них может проводиться параллельно или последовательно одновременно одинаковых или разных заготовок. Это обеспечивает высокий уровень гибкости данных систем при достаточно высокой производительности.
В АЛ с жесткой межагрегатной связью технологическое оборудование (специальное или специализированное) с помощью транспортных средств (конвейеров, манипуляторов) блокируется в единое целое и работает в едином ритме, осуществляя синхронную обработку заготовок.
Обрабатываемые заготовки в этих АЛ передаются непосредственно от одного станка к другому, не поступая в магазины или бункеры-накопители. Станки объединены жестким транспортом и могут образовывать прямоточную (неветвящуюся) линию (рис. 36, а, б) или отдельные секции линии с ветвящимися потоками (рис. 36, в).
|
|
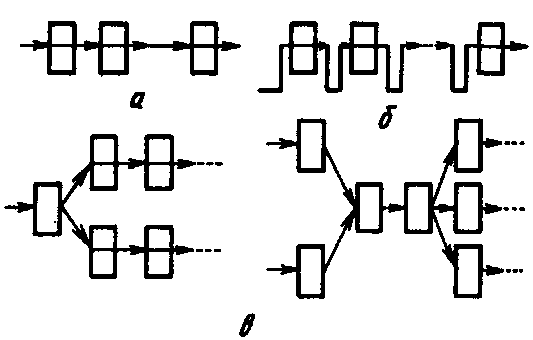
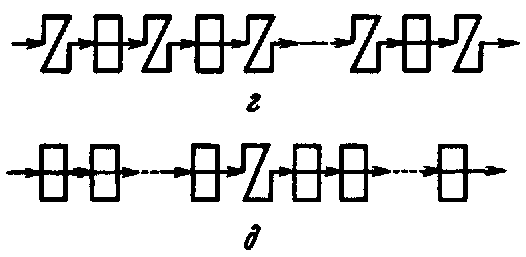
Рис. 36. Типовые схемы автоматических линий:
а - с синхронным потоком заготовок и сквозным транспортом (конвейер, толкатели); б - с синхронным потоком
деталей и выносным транспортом (конвейер, промышленные роботы, манипуляторы); в - с синхронным
ветвящимся потоком деталей; г - с несинхронным
потоком заготовок и накопителями у каждого станка;
д - с несинхронным потоком заготовок и накопителем
в середине линии
АЛ со сквозным транспортом являются наиболее простыми и получили широкое применение. В этом случае применяемые в линии станки должны быть приспособлены для такого транспорта. Когда конструкции станков, входящих в линию, не позволяют осуществить сквозное транспортирование обрабатываемых заготовок, проектируют АЛ с несквозным (верхним, напольным, подпольным, фронтальным) транспортом.
Недостаток этого способа транспортирования - его сложность и необходимость иметь у каждого станка загрузочно-ориентирующее устройство. Общий недостаток АЛ с жесткой межагрегатной связью - то, что при отказе любого конструктивного элемента данной АЛ происходит отказ и простой всей АЛ. Такие АЛ применяют в массовом и крупносерийном производстве при стабильном выпуске отдельных деталей.
АЛ с гибкой межагрегатной связью могут быть трех типов: с промежуточными накопителями; переналаживаемые; гибкие.
АЛ с промежуточными накопителями - это АЛ с несинхронными потоками обрабатываемых заготовок, в которых между каждой парой (или большим числом станков) предусмотрен автоматический накопитель заделов обрабатываемых заготовок (рис. 36, г, д).
Накопители обрабатываемых заготовок могут быть: проходными, когда каждая заготовка проходит весь путь внутри накопителя и занимает без приоритета очередь на обработку; обходными, когда заготовка имеет приоритет и непосредственно передается на обработку к соседнему станку, а заготовки из накопителя поступают на обработку только при отказе предыдущего станка; тупиковыми, когда заготовки пополняют запас накопителя и заготовка, поступающая на позицию обработки соседнего станка, приоритета не имеет.
Наличие промежуточных накопителей позволяет повысить надежность работы АЛ. При отказе отдельных конструктивных элементов линии вся линия останавливаться не будет, а будут останавливаться только те станки, которые расположены между накопителями. Другие станки будут вести обработку заготовок, поступающих из накопителя.
АЛ с несинхронными потоками заготовок могут быть построены по принципу прямоточности или с ветвящимися потоками, со сквозным и несквозным видами транспорта, с применением спутников и без них.
АЛ выполняют как комбинацию отдельных участков с синхронными и несинхронными потоками заготовок. Например, в комплексной АЛ вначале, на заготовительном участке, может быть использовано технологическое оборудование с несинхронными неветвящимися, несквозными, бесспутниковыми потоками. В дальнейшем, на участке механической обработки, образуется синхронный ветвящийся поток, со сквозным транспортом и приспособлениями-спутниками. В конце АЛ, на упаковке, снова может быть несинхронный, ветвящийся, сквозной, бесспутниковый поток.
АЛ с промежуточными накопителями строят на основе специализированных и универсальных полуавтоматов, автоматов и агрегатных станков. Применяют их в массовом и крупносерийном производстве, как правило, при стабильном выпуске отдельных деталей.
Переналаживаемой автоматической линией называют линию, в которой технологическое и транспортное оборудование за счет ограниченной во времени и трудоемкости регулировки или замены элементов технологической оснастки, автоматического транспорта и загрузочно-разгрузочных устройств позволяет осуществить обработку заготовок другого наименования заранее установленного диапазона размеров. Такие АЛ строят на основе универсальных полуавтоматов, автоматов и агрегатных станков и применяют в условиях массового и крупносерийного переналаживаемого производства.
Гибкие автоматизированные линии (ГАЛ), как и ранее рассмотренные АЛ, имеют технологическое оборудование, расположенное в принятой последовательности выполнения технологического процесса обработки, в соответствии с чем ориентирован и поток заготовок. Однако применение в качестве технологического оборудования в основном станков с ЧПУ и многоцелевых станков в значительной степени увеличивает их гибкость при сохранении высокой производительности.
В отличие от традиционных автоматических линий ГАЛ характеризуются:
более широким применением средств вычислительной техники для управления работой технологического оборудования, в том числе его переналадки, а также объединением систем управления отдельным оборудованием в единую систему - автоматизированный комплекс, управляемый от ЭВМ;
использованием на отдельных рабочих позициях револьверных головок со сменными одиночными инструментами или инструментальными блоками, сменных шпиндельных коробок для многоинструментальной обработки;
наличием унифицированных узлов, оснащенных устройствами ЧПУ, обеспечивающими координатные перемещения по одной-двум осям, а также определенных участков транспортной системы, имеющих переменный цикл работы;
использованием переналаживаемых механизмов в составе традиционного оборудования. Например, в агрегатных станках используют шпиндельные коробки, у которых ряд шпинделей подвижен в осевом и радиальном направлениях относительно корпуса.
ГАЛ применяют в условиях нестабильного массового и крупносерийного производства на автомобильных, тракторных и других заводах в двух вариантах:
как однономенклатурную линию, но имеющую в составе гибкое оборудование, так как в процессе ее эксплуатации необходимо переходить на выпуск нового или модернизированного изделия;
как многономенклатурную переналаживаемую линию, которая в процессе эксплуатации может дополнительно перенастраиваться на выпуск новых изделий, не предусмотренных при проектировании.