

Учебное пособие 800606
.pdfРис. 3.24. Схема процесса вытяжки
151

Напряженное состояние во фланце может быть с достаточной степенью точности принято плоским, сжаторастянутым, т.к. к поверхности заготовки свободны от внешних напряжений во фланце, необходимо решить совместно уравнение равновесия и уравнение пластичности (условие пластичности Губера - Мизеса):
d
d
0,
s
(по гипотезе максимальных касательных напряжений без учета влияния упрочнения). Далее имеем:
S ln |
R |
, |
S 1 ln |
R |
. |
|
|
Пластическая деформация во фланце начинается при 
 S , в то время как в донной части (растяжение плоское)
S , в то время как в донной части (растяжение плоское)
и в стенке (линейное растяжение) пластическая деформация возможна только при 
 S
S
Зная поле напряжений во фланце (рис. 3.25) можно найти поле деформаций. Уравнение связи напряжений и деформаций применительно к деформированию фланца
|
|
|
0 |
, |
|
|
|
|
|
|
|
Z |
. |
|
|
|
|
|
|
Z |
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Z |
|
|
|
||
Из условия постоянства объема имеем |
|
|
|
|
Z . |
||||||||||||
Подставляя значения |
|
P , получим |
|
2 |
Z |
; |
а обо- |
||||||||||
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
Z |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
значив |
|
a , получим |
|
|
1 |
a |
. |
|
|
|
|
|
|
|
|
||
|
|
Z |
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
2 |
a |
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
152

Отсюда следует, что при а = 0 (у края заготовки)
|
1 |
, т.е. имеет место линейная схема сжатия в танген- |
|
Z |
|
||
2 |
|||
|
|||
|
|
циальном направлении, дающая утолщение заготовки. Заменив относительные деформации через логарифмиче-
ские, получим формулу для определения конечной толщины края вытянутого стакана при изменении радиуса заготовки от
R до r.
Радиус, разграничивающий зону утонения заготовки от зоны утонения, может быть найден из условия а = -1;
a или а = ln(R/ρ) / [1 - ln(R/ρ)],
тогда
R |
|
|
R |
0,607R . |
(3.56) |
||
|
|
|
|
|
|
||
|
|
1,65 |
|||||
|
e |
||||||
|
|
|
|||||
Рис. 3.25. Распределение напряжений и деформаций во фланце
153

В процессе вытяжки при  0,607R заготовка утолщается, а при
0,607R заготовка утолщается, а при  0,607R - утоняется. Для учета утонения при определении размеров заготовки по равенству поверхностей вводится коэффициент Fз
0,607R - утоняется. Для учета утонения при определении размеров заготовки по равенству поверхностей вводится коэффициент Fз  Fизд. .
Fизд. .
3.2.2. Вытяжка с прижимом
Сжимающие напряжения  , действующие во фланце, при определенных условиях могут привести к потере устойчи-
, действующие во фланце, при определенных условиях могут привести к потере устойчи-
вости фланца при условии что |
S ; P |
0 |
Для первого перехода вытяжки в матрице с плоским рабочим торцом условие вытяжки без складок можно записать в эмпирическом виде
D d  18...22 S .
18...22 S .
Л.А. Шофман показал, что интенсивность упрочнения металла в процессе деформирования оказывает влияние на складкообразование.
Установлено, что интенсивно упрочняющиеся металлы менее склонны к складкообразованию и предельное отноше-
ние S для них меньше, чем для малоупрочняющихся метал-
D
лов.
Заготовки из упрочненного металла более склонны к складкообразованию, чем из отожженного, т.к. интенсивность упрочнения у них меньше.
На заготовку (рис. 3.26) при вытяжке с прижимом действует со стороны пуансона напряжение P , усилие прижима Q,
силы трения при скольжении по кромке матрицы и изгибающие моменты в местах резкого изменения кривизны заготовки (при входе и выходе со скругленной кромки матрицы).
154

Рис. 3.26. Вытяжка с прижимом фланца
В случае параллельности плоскостей прижима и матрицы можно считать, что вследствие более интенсивного утолщения краевой части заготовки усилие прижима будет распределено по кольцевому участку, граничащему с краем заготовки (рис.
3.27).
Наиболее приемлема модель, когда центр rM отсекает на кривой давления Q 0,4Qmax , что соответствует RM 0,73R .
При вытяжке с прижимом на основную часть фланца не действуют нормальные напряжения от прижима и усилие прижима невелико и не может создать даже на части фланца нормальных напряжений, соизмеримых с пределом текучести
– следовательно, и при вытяжке с прижимом можно принять плоскую схему напряженного состояния.
155
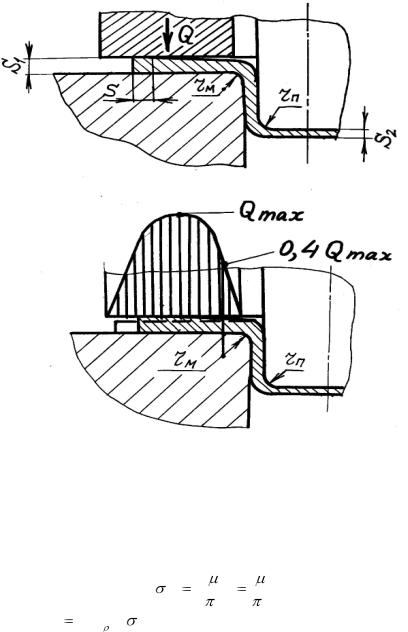
Рис. 3.27. Действие прижима на фланец
Действие сил трения, приложенных к верхней и нижней плоскостям фланца по краю, вызовет появление растягивающих напряжений в радиальном направлении, величину их можно определить
|
2 Q |
|
Q |
TP |
|
|
|
2 RS |
|
RS |
|
|
|
при этом  R;
R;
 TP. , и после интегрирования получим
TP. , и после интегрирования получим
156

S ln |
R |
|
Q |
. |
(3.57) |
|
|
||||
|
|
|
RS |
|
|
Влияние изгиба можно учесть поправкой на изгиб  , при rM значение
, при rM значение  определяется из формулы
определяется из формулы
1 |
|
S |
|
. |
|
|
|
|
|
4 |
S 2r |
S |
||
|
|
M |
|
|
Влияние трения можно учесть множителем e (по аналогии с множителем, учитывающим влияние трения при скольжении ремня по шкиву).
(по аналогии с множителем, учитывающим влияние трения при скольжении ремня по шкиву).
Тогда величина  , действующего на границе участка,
, действующего на границе участка,
контактирующего со скругленной кромкой матрицы и центральной частью заготовки, определяется
S ln |
R |
|
Q |
|
S |
|
|
S |
|
|
e |
. |
(3.58) |
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
RS 4 |
|
rM |
|
S |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
При  2 ;
2 ;  r возникает спрямление элементов заго-
r возникает спрямление элементов заго-
товки при переходе их в стенки образующей стакана. Для учета влияния спрямления прибавляется,  а
а 2 :
2 :
|
|
|
R |
|
Q |
|
S |
|
|
|
|
|
max |
S |
ln |
|
|
|
|
e 2 , |
|||||
|
|
RS S |
|
|
S |
|
||||||
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
rM |
|
|
|
|
||
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
157

|
|
|
|
|
|
|
|
|
|
|
|
упростив (разложив e |
2 в ряд), получим |
|
|||||||||
|
S ln |
R |
|
|
Q |
|
S |
|
|
1 1,6 . |
(3.59) |
max |
|
|
RS S |
|
|
S |
|
||||
|
|
|
|
|
|
rM |
|
|
|
||
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Усилие прижима Q можно определить по справочникам или по формуле
Q 0,1 1 |
18K |
|
S |
R 2 P |
|
|
|||
|
K 1 D |
max |
||
|
|
|||
или Q = 0,25Pmax ,
где P |
DS K 1 |
|
; |
K |
D |
. |
B |
|
|||||
max |
|
|
|
d |
||
|
|
|
|
|
||
Указанный выше анализ проведен без учета упрочнения. |
||||||
Из формулы (3.59) |
видно, что на max влияет: |
|||||
1. Трение – необходимо применять смазки, обеспечивающие минимальный .
2.Усилие прижима должно быть минимально необходимым для предотвращения складкообразования.
3.Напряжение в опасном сечении зависит от S/D (т.к. приращение сил трения зависит от S/D).
Чем меньше толщина заготовки при прочих равных условиях, тем больше опасность ее разрушения при вытяжке, и значение К должно быть меньше, чем для более толстых заготовок.
158

Применение прижима, обеспечивающего уменьшение зазора между ним и матрицей по мере приближения к рабочей кромке, позволяет получить коэффициенты вытяжки на особо
тонком материале (S =0,1 – 0,3 м |
S |
0,0005 |
0,0003) равные |
|||||||||
|
||||||||||||
|
|
|
|
|
|
|
|
D |
|
|
|
|
тем, |
которые могут быть получены при |
D |
d |
18S , усилие |
||||||||
Q |
0 и |
TP |
0 . |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Это соответствует условиям вытяжки, при которых |
|||||||||
складкообразование отсутствует и прижим не нужен. |
||||||||||||
|
|
|
4. На величину напряжения в опасном сечении влияет |
|||||||||
|
rM |
. При |
r |
8 10 S |
, составляющая от изгиба и спрямления |
|||||||
|
|
|||||||||||
|
S |
|
M |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
на кромке |
0,05 S , |
при rM |
1 |
2 S |
- она |
возрастает до |
||||||
0,2 |
0,3 |
S , а при rM |
0 - составляющие от изгиба равняют- |
|||||||||
ся ~ |
S , что указывает на невозможность вытяжки (вытяжка |
|||||||||||
переходит в пробивку). |
|
|
|
|
|
|
||||||
|
|
|
Для уменьшения |
max |
необходимо увеличить rM . Но |
|||||||
увеличение |
rM ограничивается выходом фланца из–под при- |
|||||||||||
жима на кромку матрицы, что может привести к складкообразованию.
В процессе вытяжки некоторые составляющие  max
max
уменьшаются, другие увеличиваются, что приводит к сложному изменению напряжения, действующего в опасном сечении.
Наибольшее влияние на смешение максимума P оказы-
вает упрочнение (трудно учесть, т.к. изменяется S). Из приближенного анализа с учетом упрочнения можно установить, что смещение края фланца, соответствующее возникновению наибольшего P max , тем больше, чем больше интенсивность
упрочнения. (Чем интенсивнее упрочнение, тем больше деформация, соответствующая появлению шейки Ш ).
Используя кривую упрочнения 2 рода, будем иметь
159
|
|
ln k |
|
I |
P max |
B |
1 |
I |
|
|
|
|
2 Q |
|
S |
1 1,6 |
. (3.60) |
|
|
|
||
DS B |
|
2rM S |
||
|
|
|
Если считать, что разрушение заготовки произойдет при P max  B , можно найти предельный коэффициент вытяжки,
B , можно найти предельный коэффициент вытяжки,
при котором заготовка будет находиться на грани разрушения
|
1 |
|
S |
|
2 Q |
1 |
Ш |
|
||
|
|
|
|
|
|
|||||
k exp |
|
|
|
|
. |
(3.61) |
||||
|
|
|
|
|
|
|
|
|||
1 1,6 |
|
2r S / |
|
DS |
B |
|||||
|
|
|
|
|
||||||
|
|
|
|
M |
|
|
|
|
||
В приведенном анализе принято, что опасным сечением является сечение при  r . Это справедливо для того этапа, когда завершен охват заготовкой скругления матрицы
r . Это справедливо для того этапа, когда завершен охват заготовкой скругления матрицы
2 .
Для начальной стадии деформирования, когда заготовка начинает втягиваться в матрицу (рис. 3.28), часть заготовки между контактными зонами по пуансону и матрице получает
пластические деформации и в ней |
P |
продолжает увеличи- |
|
|
|
|
|
ваться с уменьшением ρ. В этом случае |
P max |
будет на границе |
|
|
|
|
|
контакта поверхности заготовки со скругленной кромкой пуансона.
Возрастание |
P |
в зоне контакта заготовки с пуансо- |
|
|
|
|
|
Рис. 3.28. Начальный момент |
ном затруднено вследствие |
||
втягивания заготовки |
действия сил трения и изгиба |
||
|
|
|
на кромке пуансона, что пре- |
пятствует течению металла из–под торца пуансона, и напря-
жение |
P max |
будет при |
r к моменту завершения охвата |
|
|
|
заготовкой кромок пуансона и матрицы.
Минимальная толщина стенки у вытянутого стакана рнаходится, как правило, на переходе от скругленной по кромке
160