

Учебное пособие 800606
.pdfразные крупногабаритные детали из профильных и листовых заготовок, изогнутые по относительно большому радиусу (рис. 3.1, в).
Для гибки сортового проката и гнутых профилей применяют сортогибочные машины с поворотным столом, работающие по принципу наматывания (рис. 3.1, г). Гибка происходит вокруг шаблона, на котором при помощи зажима закреплен конец заготовки.
Большое количество средних и мелких по размерам деталей разнообразной формы (V - образные, П – образные и их сочетания) , получают при помощи гибки в штампах, устанавливаемых на кривошипные прессы (рис. 3.1, д).
Рассмотренные основные способы гибки осуществляются изгибающим моментом, поперечной силой и совместным действием продольной и поперечной сил.
3.1.1. Деформированное и напряжѐнное состояние при изгибе
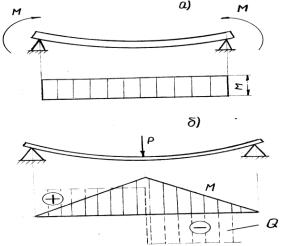
Пластический изгиб заготовки может быть осуществлен в результате воздействия изгибающего момента (чистый изгиб, рис. 3.2, а) или изгибающей силы (поперечный изгиб, рис. 3.2, б). При изгибе изгибающим моментом величина его неизменна по всей длине заготовки, как неизменна и кривизна срединной поверхности заготовки в любой момент деформирования. В результате приложения изгибающего момента возникают только нормальные напряжения, действующие в окружном,
радиальном и осевом направлениях ( p |
и a ). |
При изгибе поперечной изгибающей силой вызванный ею изгибающий момент является величиной переменной по длине заготовки, изменяющейся от максимума в точке приложения силы до нуля на опорах (см. рис. 3.2, а, б). Поэтому кривизна изгибаемой заготовки переменна и в каждый фиксированный момент формоизменения зависит от расстояния рассматриваемого сечения до точки приложения изгибающей силы. Чем это расстояние больше, тем кривизна меньше, или, что
91
одно и то же, величина радиуса срединной поверхности убывает по мере приближения к середине заготовки (если усилие приложено по центру заготовки).
Рис. 3.2. Схема изгиба
Врезультате действия изгибающей силы возникают не только нормальные напряжения, но и касательные, которые при определенных условиях влияют на величину усилия изгиба и характер формоизменения: при малом расстоянии между опорами (когда это расстояние менее пятикратной толщины заготовки) они соизмеримы с нормальными напряжениями, и поэтому при расчете силовых параметров изгиба их необходимо принимать во внимание. При относительно большом расстоянии между опорами (более пятикратной толщины заготовки) величина касательных напряжений мала, поэтому ими можно пренебречь.
Вмашиностроении наиболее широкое применение имеет гибка в штампах, которой уделяется основное внимание. Начальные стадии изгиба в штампах происходят при относительно большом расстоянии между опорами, поэтому в анализе деформированного и напряженного состояний нами будут
92
приниматься во внимание только нормальные напряжения, как при чистом изгибе.
Если применить модель жесткопластического тела, то с известным приближением можно считать, что при изгибе заготовки пластической деформацией охвачен только криволинейный ее участок, прямолинейные же участки заготовки пластически не деформируются. В результате изгиба форма и размеры поперечного сечения заготовки в зоне пластической деформации изменяются, и эти изменения тем больше, чем меньше радиус кривизны заготовки. Это происходит вследствие того, что пластическая относительная деформация в окружном направлении  , в соответствии с условием постоян-
, в соответствии с условием постоян-
ства объема, сопровождается пластическими деформациями обратного знака в одном или двух взаимно перпендикулярных
направлениях: радиальном |
и аксиальном a . |
Деформации в трех взаимно перпендикулярных направлениях приводят к изменению формы и размеров поперечного сечения заготовки в зоне пластической деформации.
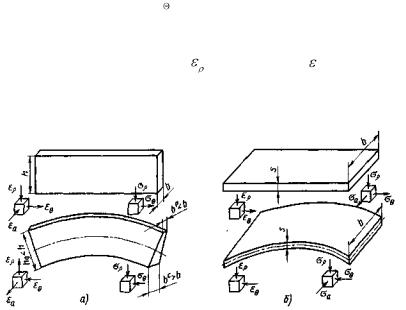
Рис. 3.3. Искажения сечений при изгибе
Так, например, при изгибе узкой полосы на ребро первоначальная прямоугольная форма поперечного сечения превращается в приблизительно трапецеидальную (рис. 3.3, а), причем большее основание трапеции больше, а меньше основание
93

– меньше1 ширины заготовки до гибки В . Уменьшение ширины полосы происходит в зоне растяжения, а увеличение – в зоне сжатия. Высота сечения в зоне пластической деформации уменьшается.
Поскольку при гибке узкой полосы на ребро деформации по всем трем направлениям достаточно велики, характер деформированного состояния объемный.
При гибке широкой полосы (или листа) форма поперечного сечения в зоне пластической деформации изменяется несущественно, уменьшается лишь ее толщина (рис. 3.3, б). Это объясняется тем, что при пластическом изгибе широкой полосы (или листа) характер деформированного состояния плоский
а |
0 ; |
0 и |
0 . |
|
|
|
Напряженное состояние элементарного объема, выделенного в зоне пластической деформации изгибаемой заготовки, характеризуется наличием нормальных напряжений  ,
,
действующих в окружном направлении, и нормальных напряжений  , действующих в радиальном направлении. Послед-
, действующих в радиальном направлении. Послед-
ние возникают вследствие нажатия продольных слоев заготовки друг на друга при изгибе.
3.1.2.Технологические расчѐты процесса гибки
При проектировании технологических процессов листовой штамповки, включающих гибочные операции, необходимо:
а) определять длину заготовки, обеспечивающую возможность получения гнутой детали с требуемыми размерами;
б) определять изменение размеров и формы поперечного сечения заготовки в зоне гибки;
1 здесь и далее под шириной заготовки ,, В ” понимается ее размер в аксиальном направлении (перпендикулярном плоскости действия изгибающих моментов), под толщиной – размер в радиальном направлении
94
в) определять величину упругих деформаций изогнутой детали, и на эту величину корректировать гибочный инструмент (угол пружинения);
г) определять величину минимального допускаемого радиуса гибки.
Кроме того, при подборе оборудования и расчете деталей гибочных штампов на прочность необходимо знать усилие гибки и величину изгибающего момента.
Ниже приводятся формулы, необходимые для выполнения перечисленных технологических расчетов, полученные, где это оказалось возможным, на базе анализа деформированного и напряженного состояний, возникающих при гибке.
Длина заготовки Длина заготовки, необходимая для получения изогнутой
детали с требуемыми размерами, определяется из условия равенства длины заготовки длине нейтрального слоя деформаций (поверхности, на которой отсутствуют деформации).
Методика определения длины заготовки заключается в следующем. Контур изогнутой детали разбивается на прямолинейные и криволинейные участки с постоянными радиусами кривизны. Длина заготовки определяется как сумма длин прямолинейных и криволинейных участков, причем длина криволинейных участков подсчитывается по нейтральному слою деформаций
Lзоп Lдет |
i |
i |
|
, |
(3.1) |
180 |
g i |
||||
|
|
|
|
|
где i - длина прямолинейных участков;
g - радиус нейтрального слоя деформаций криволиней-
ных участков.
Определение длины заготовки по существу сводится к отысканию положения нейтрального слоя, а затем к определению его длины.
95

На стадиях линейного упругопластического и линейного чистопластического изгиба, когда радиус изгиба относительно велик, нейтральный слой деформаций проходит через центр тяжести поперечного сечения изгибаемой заготовки, и, следовательно, ее радиус кривизны
|
S |
Rв |
|
ц.т. . |
(3.2) |
||
д |
|
|
д |
||||
2 |
|
||||||
|
|
|
|
|
|
|
|
Если поперечное сечение толщиной S прямоугольное, то |
|||||||
|
|
|
|
S |
Rв . |
|
(3.3) |
|
д |
|
|
|
|||
|
2 |
|
|||||
|
|
|
|
|
|
||
Врассмотренном случае длина заготовки определяется путем развертки криволинейных участков детали по поверхности, проходящей через центр тяжести поперечного сечения.
Вусловиях объемного чистопластического изгиба, как это показано в теории обработки металлов давлением, нейтральный слой деформаций смещен относительно срединной поверхности изгибаемой заготовки в сторону сжатых волокон, причем это смещение тем больше, чем меньше радиус изгиба. Это обстоятельство необходимо учитывать при расчете длины заготовки.
Радиус кривизны нейтрального слоя деформаций при из-
гибе широкой заготовки |
д |
можно определить из условия по- |
|
|
стоянства объема заготовки до и после пластической деформации. В соответствии с обозначениями, это условие имеет вид
в1 :
SL R2 |
R2 |
|
. |
(3.4) |
|
||||
H |
в |
2 |
|
|
96

Принимая во внимание, что L |
|
д |
|
, имеем |
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
SL |
|
|
|
R2 |
|
R2 |
|
|
; |
|
|
(3.5) |
|||||
|
|
|
|
|
|||||||||||||
|
в |
|
|
|
H |
|
|
|
в |
2 |
|
|
|
|
|||
откуда |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R2 |
|
|
R2 |
|
|
|
|
|
|
||||
|
|
|
|
H |
|
|
|
в |
. |
|
|
|
|
|
|
|
|
|
|
в |
|
|
2 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Если обозначить отношение |
|
Sд |
|
|
RH |
Rв |
|
, |
оконча- |
||||||||
|
|
S |
|
|
S |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||
тельно получим |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
RH |
|
|
Rв |
. |
|
|
|
(3.6) |
||||||
|
|
д |
|
|
|
|
|
|
|
|
|
|
|
|
|||
При гибке узкой полосы на ребро радиус кривизны нейтрального слоя деформаций, определенный из условия постоянства объема, равен
|
RH |
Rв |
. |
(3.7) |
|
д |
2 |
||||
|
|
||||
|
|
|
|
||
Установлено, что с достаточной для практических целей точностью при определении длины заготовки можно считать, что радиус кривизны нейтрального слоя деформаций равен радиусу кривизны нейтрального слоя напряжений
Н  д ,
д ,
причем это допущение применимо как при гибке широкой, так и узкой полосы.
Радиус кривизны нейтрального слоя напряжений при гибке можно определить из условия равенства наибольших радиальных напряжений на этом слое
97

|
n |
H |
|
|
n |
0 |
, |
(3.8) |
|
S |
|
|
S |
R0 |
|||||
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
||
откуда |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
0 |
|
RH Rв . |
|
(3.9) |
||||
Следует отметить, что величина радиуса нейтрального слоя напряжений не зависит от упрочнения в том случае, когда упрочнение учитывается линейной зависимостью напряжения текучести от степени деформации (прямая второго рода).
Радиус кривизны нейтрального слоя деформаций можно также определить, применяя экспериментальные данные, полученные В. П. Романовским в виде коэффициентов смещения нейтрального слоя деформаций x , величина которых зависит от относительного радиуса изгиба (табл. 3.1).
Таблица 3.1.
rb |
0,1 |
0,25 |
0,50 |
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
7,0 |
х |
0,3 |
0,35 |
0,38 |
0,45 |
0,45 |
0,47 |
0,47 |
0,48 |
0,49 |
Зная величину х , можно определить радиус кривизны нейтрального слоя деформации по формуле
в Rв x  S .
S .
Из данных, приведенных в табл. 3.1, следует, что с уменьшением радиуса изгиба Rв положение нейтрального
слоя деформаций смещается в сторону сжатых волокон. Из этой же таблицы видно, что нейтральный слой деформаций совпадает со срединной поверхностью при Rв 5  а , так как
а , так как
при этом х 0,5.
Радиус кривизны нейтрального слоя деформаций при гибке уголкового проката может быть определен из условия постоянства объема зоны пластической деформации до и после гибки.
При гибке уголкового проката следует различать гибку профиля полкой внутрь и полкой наружу. В результате экспе-
98
риментальной работы были получены следующие зависимости для определения радиуса нейтрального слоя деформаций при гибке уголкового проката:
а) при гибке полкой внутрь
в |
|
в |
|
d |
0 |
в |
|
в2 |
в d |
0 |
d 2 |
|
|
R |
0 |
|
|
0 |
|
0 |
0 |
0 |
; |
(3.10) |
|||
0 |
|
|
|
|
|
|
|
|
|
|
|||
H |
2 в0 |
|
|
d0 |
|
|
2 2в0 |
d0 |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||||
б) при гибке полкой наружу
н |
|
в |
|
d |
0 |
в |
|
в2 |
в d |
0 |
d 2 |
|
|
R |
0 |
|
|
0 |
|
0 |
0 |
0 |
. |
(3.11) |
|||
0 |
|
|
|
|
|
|
|
|
|
|
|||
в |
2 в0 |
|
|
d0 |
|
|
2 2в0 |
d0 |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||||
Расчеты по полученным формулам показали, что нейтральный слой деформаций проходит вблизи центра тяжести поперечного сечения уголка. Это дает основание приближенно определять радиус нейтрального слоя деформаций по следующим зависимостям:
а) при гибке полкой внутрь
в RH Z ; |
(3.12) |
б) при гибке полкой наружу
в Rв Z , |
(3.13) |
где Z - расстояние от основания полки уголка до центра тяже сти поперечного сечения.
Зная положение нейтрального слоя деформаций, определяемое радиусом ее кривизны, можно определить длину этого слоя, а следовательно, и длину заготовки, необходимую для получения изогнутой детали с требуемыми размерами.
99

Изменение размеров и формы поперечного сечения заготовки в зоне гибки
Вусловиях линейного и объемного чистопластического изгиба происходит заметное изменение формы и размеров поперечного сечения заготовки в зоне пластической деформации.
Особенно существенное изменение претерпевает поперечное сечение узкой полосы, изгибаемой на ребро: первоначально прямоугольное поперечное сечение ее превращается после гибки в трапецеидальное. При гибке широкой полосы заметно изменяется лишь ее толщина.
Врезультате исследовательской работы были установлены следующие зависимости для определения ширины поперечного сечения узкой полосы после гибки в любой ее точке:
а) в зоне растяжения
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
в |
р |
в |
р 2 |
|
2 ; |
(3.14) |
|||
|
|||||||||
|
|
|
|
R м |
|
||||
б) в зоне сжатия
|
1 |
3 |
|
|
|
|||
|
|
|
|
|
|
|
||
вс в |
|
|
2 |
|
Rв |
. |
(3.15) |
|
|
|
|
||||||
0 |
|
|||||||
|
|
|
|
|
|
|
|
|
Приведенные формулы (3.14) и (3.15) получены в результате совместного решения уравнений связи между напряжениями и деформациями, статики, пластичности и постоянства объема. С их помощью можно определить наименьшую (в зоне растяжения) и наибольшую (в зоне сжатия) ширину деформированного поперечного сечения полосы:
а) при |
RH : |
вmin в |
0 |
; |
(3.16 а) |
|
Rm |
||||||
|
|
|
|
|
100