

3.8.2. Электрические методы обработки
В современном машиностроении применяют ряд методов электрической обработки заготовок. Основными из них являются следующие: электрохимический, электротермический, электроискровой, электрогидравлический, ультразвуковой и электронно- и светолучевой.
Электрохимический метод обработки (электрохимическое полирование металлов и анодно-химическая обработка) основан на явлениях, связанных с прохождением электрического тока через растворы электролитов.
Этот метод обработки позволяет очищать поверхности обрабатываемых материалов от окислов, ржавчины, жировых пленок и других загрязнений, а также сглаживать, доводить, шлифовать и полировать поверхности заготовки.
В процессе электрохимического полирования при анодном растворении металла [т. е. при переходе в раствор металла с поверхности электрода (анода), соединенного с положительным источником тока] на поверхности полируемой заготовки образуется вязкая пленка солей, защищающая микровпадины полируемой поверхности от действия тока, но не препятствующая растворению выступов. Интенсивность съема металла составляет 3 - 10 мкм/мин, длительность процесса зависит от заданного съема: для черных и цветных металлов 4 ÷ 10 мин, для легких сплавов 3 ÷ 5 мин. Достижимая точность обработки в пределах 7-8-го квалитетов, шероховатость 0,16-0,32 мкм.
Анодно-механическая обработка основана на растворении поверхности анода с образованием пленок, которые удаляют механическим путем - путем движения металлического катода. На этом принципе, например, построена анодно-механическая резка металла (рис. 3.43).
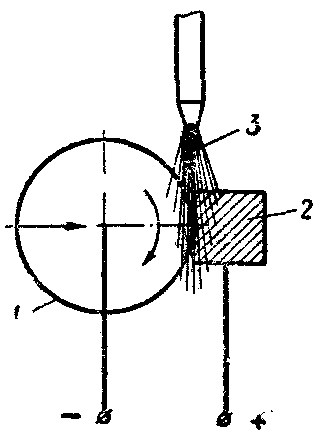
Рис. 3.43. Схема анодно-механической резки металла
При движении катода 1 (диска или ленты), соприкасающегося под давлением через образующуюся пленку с поверхностью разрезаемого металла (анода) 2, происходит направленное разрушение металла в результате совместного действия электрохимического и электротермического тока 3, проходящего между разрезаемым материалом и диском в среде водного раствора жидкого стекла. При разрезании интенсивность съема металла составляет 2000 ÷ 6000 мм3/мин; точность обработки по 12-му квалитету, шероховатость поверхности 80 мкм
Электроискровой метод обработки основан на разрушении металла в результате импульсного разряда между поверхностями обрабатываемой заготовки и электрода. Так как преимущественно разрушается анод (обрабатываемый металл), то по форме и размерам разрушенный участок соответствует катоду (электроду).
Это свойство успешно используют для выполнения отверстий, диаметр которых составляет доли миллиметра, а также для резки металла, прорезки узких пазов, фигурной резки, формообразования режущих кромок, гравирования и других подобных операций.
В последнее время в промышленности получил распространение электрогидравлический метод обработки, основанный на возбуждении импульсного высоковольтного разряда в среде жидкости. В результате этих импульсов возникают сверхвысокие давления жидкости также в виде импульсов, при фокусировании которых на заданный участок поверхности производится обработка. Мощность и длительность импульсов определяются параметрами электрической схемы.
Этот метод применяют для наклепа поверхностей металлических заготовок, прошивания отверстий в неметаллических хрупких материалах и т. п.
В настоящее время для обработки твердых и хрупких материалов (например, стекла, рубина, алмаза, керамики, карбида вольфрама и др.), с большим трудом обрабатываемых обычными методами, применяют ультразвуковой метод. Использование ультразвуковых колебаний для обработки твердых и хрупких материалов основано на создании высокой скорости изнашивания обрабатываемого материала при контакте вибрирующего инструмента и абразивов (в виде пасты, водной или масляной суспензии) с местом обработки. Инструмент изготовляют преимущественно из пластичного металла, в который абразивные частицы внедряются без его существенного износа.
Производительность ультразвуковой обработки зависит от свойств обрабатываемого материала, амплитуды и частоты колебаний инструмента, вида и зернистости абразивного материала, размеров обрабатываемой площади, конфигурации обрабатываемой поверхности и величины давления (статического) между инструментом и заготовкой.
Существующие модели ультразвуковых станков позволяют обрабатывать отверстия диаметром от 0,15 до 90 мм при максимальной глубине обработки два-пять диаметров с точностью обработки для твердых сплавов 0,01 мм.
Ультразвуковой метод может быть применен при изготовлении твердосплавных штампов, для чеканки рельефов (например, медалей); в этом случае вибрирующий инструмент должен иметь рельеф детали.
Метод обработки электронным лучом (электронная бомбардировка). Практика применения электронного микроскопа позволила установить возможность использования энергии концентрированного электронного луча для обработки твердых материалов методом расплавления.
Производительность обработки электронным лучом значительно выше, чем при прочих методах обработки; так, для обработки паза шириной 0,005 мм и длиной 3 мм в пластинке из стали толщиной 0,5 мм необходимо 29 ÷ 30 с. Стальные листы толщиной до 1 мм режут электронным лучом со скоростью 1200 мм/мин.
Электронным лучом в настоящее время обрабатывают отверстия диаметром до 0,001 мм в изделиях точного приборостроения, а также фрезеруют сложные профили.
Электронный луч применяют для очистки поверхностей деталей, изготовленных из таких материалов, как тантал, молибден, цирконий, ниобий, титан и вольфрам, а также для сварки некоторых сплавов.
Метод обработки световым лучом. Этот метод основан на использовании электромагнитных колебаний светового диапазона, получаемых с помощью квантово-оптических генераторов (лазеров).
Этими электромагнитными колебаниями можно управлять, их можно фокусировать в очень тонкие пучки, измеряемые единицами угловых минут (~ 30'), с высокой когерентностью, т. е. с колебаниями в излучаемом свете практически одной фазы и частоты.