

3.3.2. Инструмент для обработки плоскостей
Наиболее широкое применение для обработки плоскостей находят фрезы. Они представляют собой тела вращения, на торце или боковой поверхности которых имеются режущие зубья. Их классифицируют по технологическим и конструктивным признакам. Фрезы подразделяются на цилиндрические, если же режущая часть фрезы имеет форму обработанной поверхности, то такие фрезы называются фасонными.
Торцевые фрезы с зубьями, нарезанными на торце, жестко крепятся в шпинделе станка, что позволяет им выдерживать большую нагрузку и работать на жестких режимах с большей производительностью. Благодаря этому они широко применяются при обработке плоскостей.
Для обработки пазов канавок и прорезей применяют дисковые, пазовые и шлицевые фрезы с заданной шириной зуба, а для обработки торцевых плоскостей и фигурных контуров - фрезы с заданным диаметром.
Номенклатура фрез очень большая. Кроме указанных видов, имеются широко применяемые угловые и двухугловые фрезы, трехсторонние, отрезные, фасонные, концевые с зубьями, нарезанными на боковой поверхности и торце, и др.
Концевые фрезы применяют для обработки по копиру фасонных поверхностей, а также для выборки фасонных пазов (например, в форме ласточкина хвоста).
По конструкции различают цельные и составные (наборные) фрезы; последние применяют для обработки сложных профилей.
На рис. 3.27 показаны фрезы различных видов. Цилиндрические фрезы (рис. 3.27, а, б, в), как правило, имеют винтовые зубья, так как наклон канавки смягчает неравномерность резания, а при сдвоенных фрезах, с правым и левым направлением винтовых канавок, силы резания взаимно уравновешиваются.
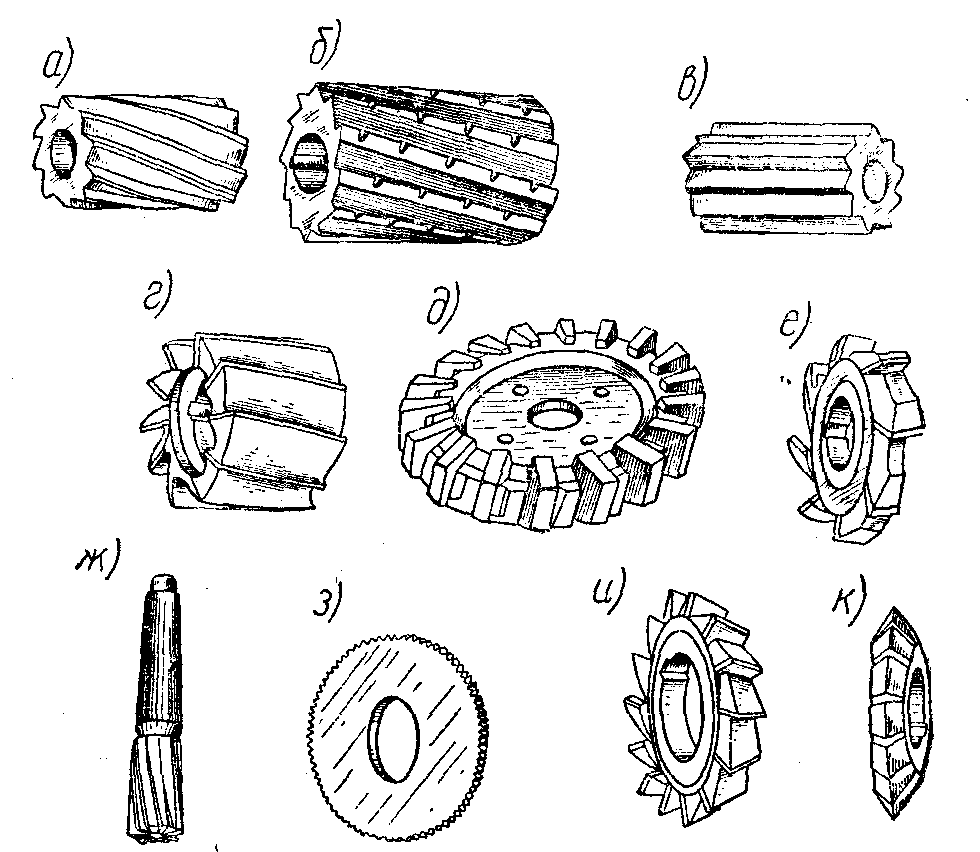
Рис. 3.27. Виды фрез
Торцевые фрезы могут быть цельные и насадные. На (рис. 3.27, г и д) показаны два типа насадных торцевых фрез, причем одна из них (рис. 3.27 д) - сборной конструкции. Обычно фрезы диаметром свыше 75 мм с целью экономии инструментальной стали делают сборными.
Дисковые фрезы (рис. 3.27, е) изготовляют как с мелким, так и с крупным зубом. Такие фрезы могут быть выполнены сборными с вставными ножами. Многие из приведенных типов фрез армируют твердым сплавом (сборной конструкции с вставными ножами и с ножами, припаянными к корпусу).
На рис. 3.27, ж, з, и, к, показаны наиболее распространенные типы концевых, шлицевых и угловых фрез.
3.3.3. Приспособления, применяемые
при обработке плоскостей
Фрезерные станки снабжают вспомогательными приспособлениями, которые подразделяют на универсальные, нормализованные и специальные.
К универсальным приспособлениям относятся: делительные головки, вращающиеся, угловые и поворотные столы и машинные тиски.
Делительные головки бывают для простого деления, непосредственного деления, универсальные и оптические. Универсальные делительные головки применяют для периодического поворота заготовки на определенный заданный угол (методом непосредственного, простого или дифференциального деления); непрерывного вращения заготовки при фрезеровании винтовых поверхностей (канавок фрез, разверток, сверл и т. п.); установки заготовки в заданное угловое положение относительно плоскости стола станка.
Вращающиеся универсальные столы являются принадлежностью универсально-фрезерных станков, но их используют и на вертикально-фрезерных станках в тех случаях, когда требуется придать заготовке, закрепленной на столе, вращательное движение в горизонтальной плоскости. Круглый стол можно вращать вручную или механически.
Угловые столы служат для того, чтобы устанавливать плоскость заготовки, подлежащей обработке, под заданным углом в плоскости стола станка.
Поворотные столы применяют для многопозиционной обработки. В таких случаях на столе закрепляют два одинаковых приспособления и во время обработки заготовки, закрепленной в одном из них, устанавливают новую заготовку в другое приспособление. По окончании фрезерования одной заготовки стол поворачивают вокруг вертикальной оси, подводя вновь установленную заготовку в зону обработки. Таким образом, вспомогательное время на установку и закрепление заготовок, а также на открепление и снятие обработанных заготовок перекрывается машинным временем.
Особенностью всех приспособлений для фрезерных станков является высокая жесткость корпуса и зажимных элементов. Это требование обусловлено тем, что при фрезеровании контакт кромок режущего инструмента с обрабатываемой заготовкой является прерывистым, вследствие чего опасность появления вибраций при фрезеровании больше, чем, например, при точении или сверлении.
Приспособления для фрезерных работ обычно размещают на столах фрезерных станков и перемещают вместе с ними со скоростью подачи. Для фрезерных работ используют типовые и универсальные приспособления, к числу которых относятся пневматические станочные тиски (рис. 3.28).
С помощью болтов 1 концы П-образной подвижной губки 10 соединены с планкой 2. Неподвижная губка 7 может быть установлена в необходимое положение винтом 5. При зажиме заготовки шток 8 пневматической камеры 11 с по-мощью рычага 6, стержня 4 и вкладыша 3 перемещает подвижную губку 10. Обратный ход губки 10 совершается посредством пружины 9.
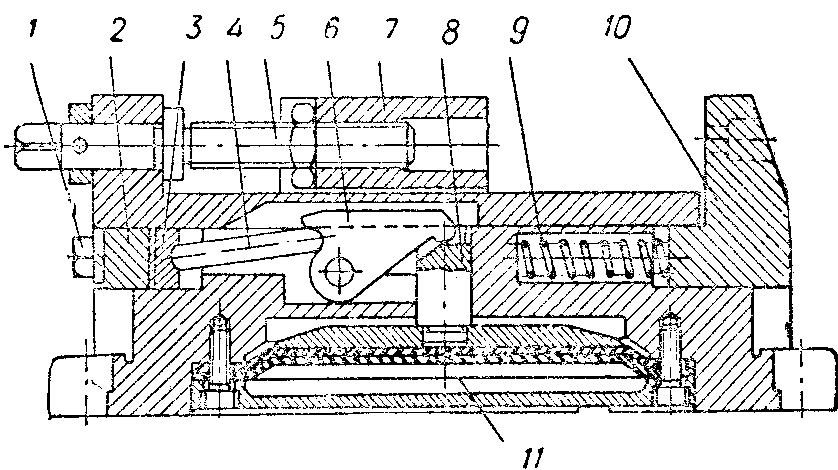
Рис. 3.28. Универсальные тиски с пневмоприводом
К типовым приспособлениям относятся также пневматические приспособления без усиливающих устройств, где шток зажимает заготовку. Однако применение их ограничено небольшими силами резания, а также необходимостью предварительной подготовки мест зажима.
Наиболее распространенным типовым приспособлением для фрезерных работ является пневматическое зажимное устройство с клиновым усиливающим механизмом.