

3.1. Обработка наружных цилиндрических поверхностей
Методы обработки наружных цилиндрических поверхностей определяются требованиями по качественно-точностным характеристикам. Если на поверхность назначена шероховатость Ra = 10 мкм и более, а требования по точности больше 9 квалитета, то достаточна черновая обработка. Если требуемая шероховатость – Ra = 2,5 –10 мкм, а задаваемая точность – 8-9 квалитеты, то после черновой обработки требуется выполнение получистовой обработки. При заданной шероховатости Ra = 1,25 мкм и точности, соответствующей 7-му квалитету после проведения указанных черновой и получистовой обработки, требуется чистовая обработка. При более высоких требованиях к обрабатываемой поверхности дополнительно вводят отделочные (финишные) методы обработки.
3.1.1. Токарная обработка
На токарных станках можно получить шероховатость по Ra от 0,32 до 80 мкм. Считается, что предварительное точение обеспечивает шероховатость по Ra от 10 до 80 мкм, чистовое от 1,25 до 10 мкм, тонкое от 0,32 до 1,25 мкм.
Предварительная обработка предназначена для удаления основного дефектного слоя, сформированного на заготовительной операции. Припуск, снимаемый на стадии предварительной обработки, зависит от размеров детали и вида заготовки, но, как правило, составляет не менее 2-5 мм.
Черновую обработку наружных поверхностей выполняют как на обычных, так и на многорезцовых станках (в зависимости от вида производства).
Как правило, черновой обработке предшествует создание базирующих поверхностей, в качестве которых наиболее часто используют поверхность центровых отверстий. Для центрования применяют типовые наборы инструмента - спиральные сверла и конические зенковки, а также комбинированные центровочные сверла. Центровые отверстия обрабатывают на токарных, револьверных, сверлильных и двусторонних центровальных станках. Однако наиболее производительным способом является их обработка на фрезерно-центровальном полуавтомате, предназначенном для последовательной обработки заготовки: сначала фрезерования торцов, а затем сверления центровочных отверстий.
Наибольший удельный вес при обработке наружных поверхностей вращения занимает обработка на станках токарно-револьверной группы, которые составляют 25 - 50 % от общего станочного парка машиностроительного завода.
Наиболее распространенным видом обработки наружных поверхностей тел вращения на токарных станках является обтачивание при продольном перемещении суппорта с режущим инструментом.
Фасонное обтачивание, т. е. обработку поверхностей деталей со сложной конфигурацией (сферических, ступенчатых, конических и др.), осуществляют при одновременном перемещении режущего инструмента в продольном и поперечном направлениях, а также при обработке фасонными резцами. Фасонное обтачивание по копиру, контур которого соответствует контуру обрабатываемой заготовки, значительно упрощает обработку заготовок. Простейшей формой фасонного обтачивания является обработка конической поверхности. Узкие конические поверхности, например фаски, обрабатывают установкой резца с прямолинейной режущей кромкой на заданный угол. Конус можно обработать также при повороте верхних салазок суппорта на угол, равный половине угла при вершине конуса. При небольшом значении угла при вершине конус можно обработать методом поперечного смещения задней бабки. Однако этот метод является приближенным, так как при смещении задней бабки вместе с ней смещается и заготовка, в результате чего ее длина проектируется на плоскость, проходящую через линию центров станка, с искажением.
При черновых операциях снимают возможно большую часть припуска с приданием заготовке формы, приближающейся к форме детали. Получистовое точение позволяет улучшить шероховатость обрабатываемой поверхности, при этом достигается более высокая точность обработки. Наиболее ответственные поверхности можно обработать на токарных станках методами тонкого точения.
Пути повышения производительности труда при токарной обработке наружных поверхностей весьма разнообразны. Основные направления совершенствования технологии токарной обработки определяют следующими мероприятиями: концентрацией обработки, достигаемой применением многорезцовых настроек, выбором плана операции и последовательности переходов, обеспечивающих сокращение затрат времени на обработку, одновременной обработкой нескольких заготовок.
В крупносерийном и массовом производствах широко применяют различные токарные полуавтоматы и автоматы. Основными технологическими схемами обработки на этих станках являются:
параллельная - при обработке каждого изделия в каждой позиции участвует несколько инструментов, работающих одновременно: начало и конец работы отдельных инструментов могут не совпадать, но обязательным является, чтобы в течение некоторого времени все инструменты работали одновременно;
последовательная - в обработке каждого изделия участвует несколько инструментов, вступающих в действие последовательно; начало работы следующего инструмента наступает только после окончания работы предыдущего;
параллельно-последовательная - в обработке каждого изделия участвует несколько групп инструментов; в группах инструменты работают параллельно, а сами группы инструментов - последовательно;
ротационная - в обработке каждого изделия участвует один или группа инструментов при одновременном ротационном движении заготовок и инструментов; каждая деталь обрабатывается инструментами, которые не участвуют в обработке других деталей;
непрерывная - в обработке каждого изделия участвует один или несколько инструментов при непрерывающейся подаче заготовок.
Инструментом для работы на токарных станках служат токарные резцы. По виду обработки токарные резцы делятся на проходные, подрезные, расточные, отрезные, прорезные, галтельные, резьбовые и фасонные.
Правый токарный проходной прямой резец показан на рис. 3.1,а, а правый токарный проходной отогнутый резец - на рис. 3.1, б. Проходные резцы применяют для обработки заготовки вдоль оси (рис. 3.1, а, б, поз. I) и для подрезки торца (рис. 3.1, б, поз. I I). К проходным резцам относится и резец, показанный на рис. 3.2,а, называемый проходным упорным. Его используют при продольном точении с одновременной обработкой торцовой поверхности, составляющей с цилиндрической поверхностью прямой угол.
Подрезные резцы (рис. 3.2, б) применяют для обработки поверхностей заготовки в направлении, перпендикулярном или наклонном к оси вращения. Для подрезания торца с поперечной подачей может быть использован и проходной упорный резец (рис. 3.2, а), для чего его необходимо повернуть на некоторый угол с целью образования вспомогательного угла в плане 1.
Отрезной резец, применяемый для отрезки заготовки, изображен на рис. 3.3.
Прорезные резцы аналогичны отрезным, но имеют длину режущей кромки b, соответствующую ширине прорезаемого паза. Галтельные резцы применяют для протачивания закругленных канавок (рис. 3.4, I) и переходных поверхностей.
Резьбовыми резцами нарезают наружную (рис. 3.4, II) и внутреннюю резьбу. Фасонные резцы используют для обработки фасонных поверхностей (рис. 3.4, III) .
Рис. 3.1. Токарные проходные резцы, оснащенные пластинками твердого сплава: а – прямой; б – отогнутый
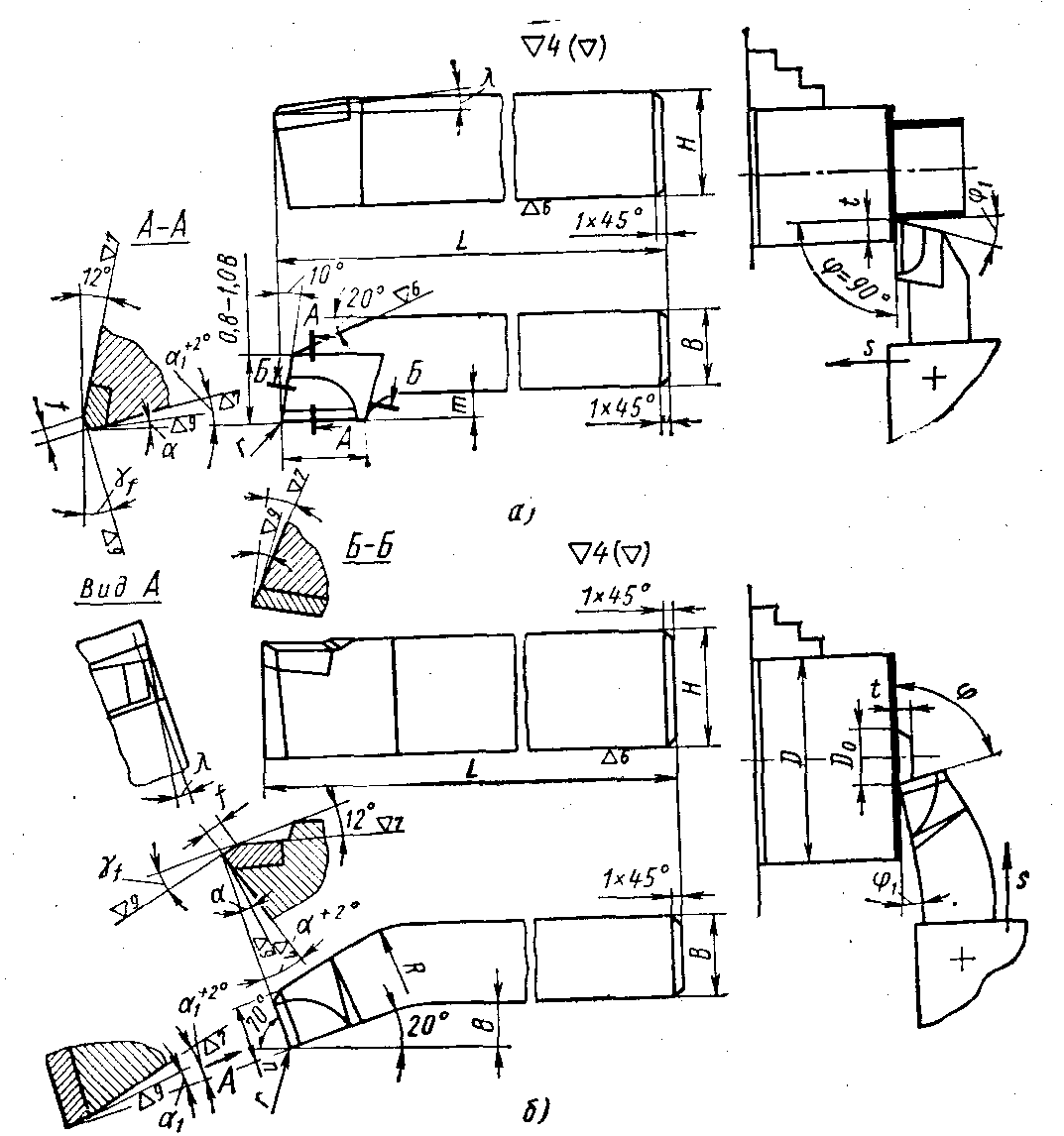
Рис. 3.2. Токарные резцы, оснащенные пластинками твердого сплава: а – проходной упорный; б – подрезной (торцевой)

Рис. 3.3. Токарный отрезной резец, оснащенный пластинкой твердого сплава

Рис. 3.4. Токарные резцы: I – галтельный; II – резьбовой;
III - фасонный