

3.2.8. Приспособления для обработки отверстий
Методы обработки отверстий требуют для своей реализации широкую номенклатуру технологической оснастки и, в частности, приспособления. Их можно разделить на следующие виды:
установочные приспособления;
приспособления для обеспечения взаимного расположения обрабатываемых поверхностей (кондукторы);
приспособления для осуществления многоинструментальной обработки;
устройства для расширения технических характеристик оборудования;
приспособления для крепления инструмента.
В качестве наиболее характерного представителя кондукторов приведена конструкция, представленная на рис. 3.23.
Специализированный наладочный кондуктор, выполняющий роль сменной наладки, предназначен для установки и закрепления заготовок деталей типа "планок" и "реек".
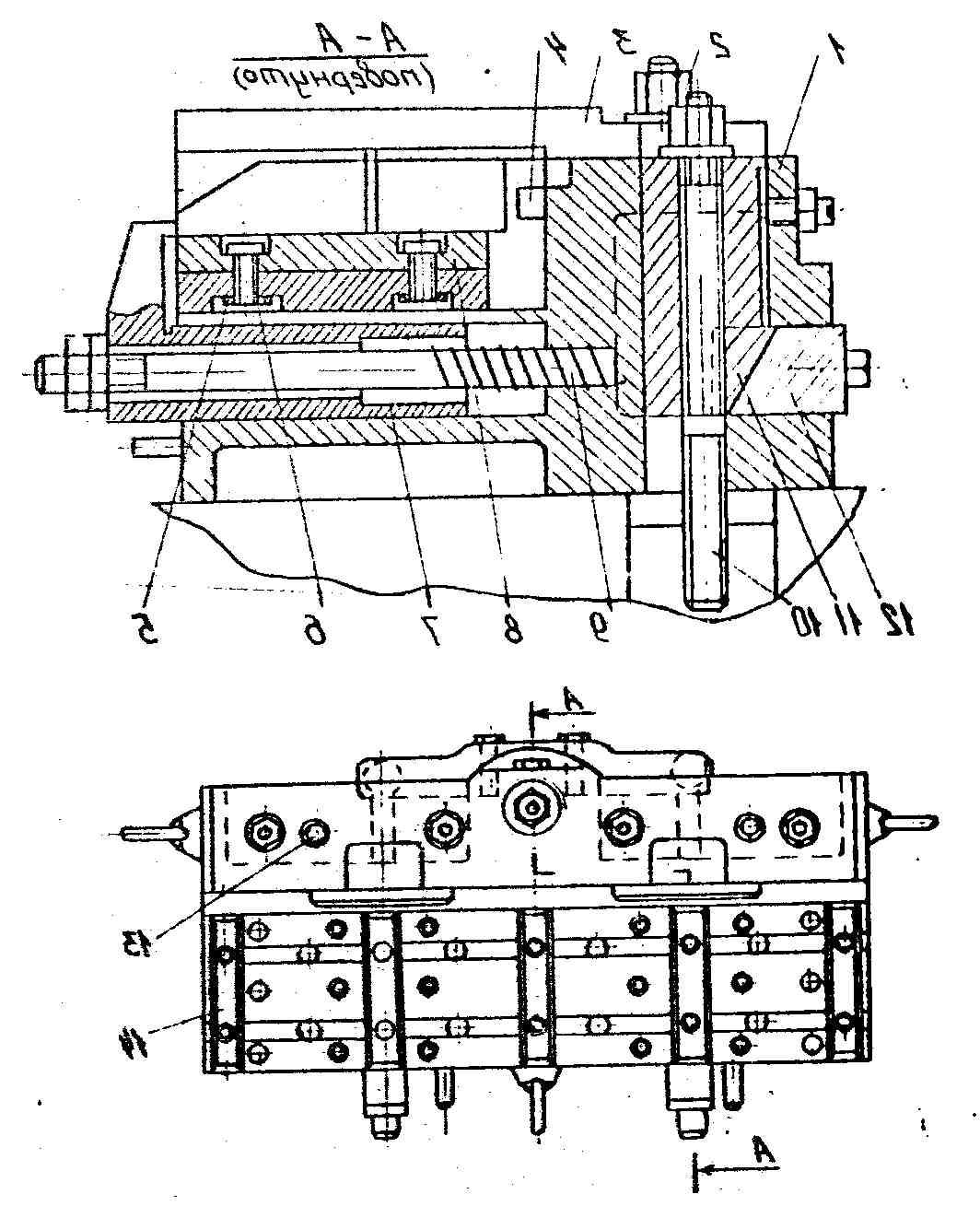
Рис. 3.23. Наладочный кондуктор для сверления отверстий
в планках и рейках
Кондуктор устанавливают на стол станка со встроенным пневматическим приводом. Шпильку 10 ввинчивают в шток поршня цилиндра пневмопривода. Обрабатываемые заготовки устанавливают на планке 14, и два сблокированных Г-образных прихвата 7 прижимают их к планкам 4. При движении поршня пневмоцилиндра тумбы вниз перемещается плунжер 11 со скосом, при этом скос плунжера перемещает скос рычага 12 влево, передавая усилие зажима через шарнирные болты 9 прихватам 7. Раскрепляются обрабатываемые заготовки при переключении рукоятки пневматического распределительного крана. Плунжер 11 возвращается в исходное положение при перемещении поршня вверх, а прихваты 7 - под действием пружин 8. Положение планок регулируется путем перемещения их по пазам корпуса 1. Закрепляются планки посредством винтов 6 и сухарей 5. Сменные наладки - кондукторные плиты с кондукторными втулками - устанавливают на корпусе приспособления с помощью штырей, входящих в отверстия втулок 13, и закрепляют гайками 2.
Для реализации многоинструментальной обработки применяют многошпиндельные револьверные головки. Они эффективны в тех случаях, когда необходимо обрабатывать отверстия в заготовке последовательно несколькими инструментами. Чаще всего головки имеют четыре или шесть позиций. Обычно в головке устанавливаются сменные шпиндели, которые располагают в технологическом порядке, т.е. в соответствии с очередностью выполнения перехода в данной операции. Это дает возможность без остановки и переналадки станка производить сверление ступенчатых отверстий, подрезку торцов, снятие фасок, зенкерование, развертывание и т.п.
Такие головки получили широкое распространение в мелкосерийном производстве. Повышение производительности обработки происходит за счет сокращения вспомогательного времени на смену инструмента и на управление станком. Позиционные головки работают в комплекте с кондуктором. Проектируют головки с автоматическим или ручным поворотом шпинделя в следующую позицию.
На рис. 3.24 представлена головка с автоматическим поворотом рабочего шпинделя в вертикальное положение без остановки станка.
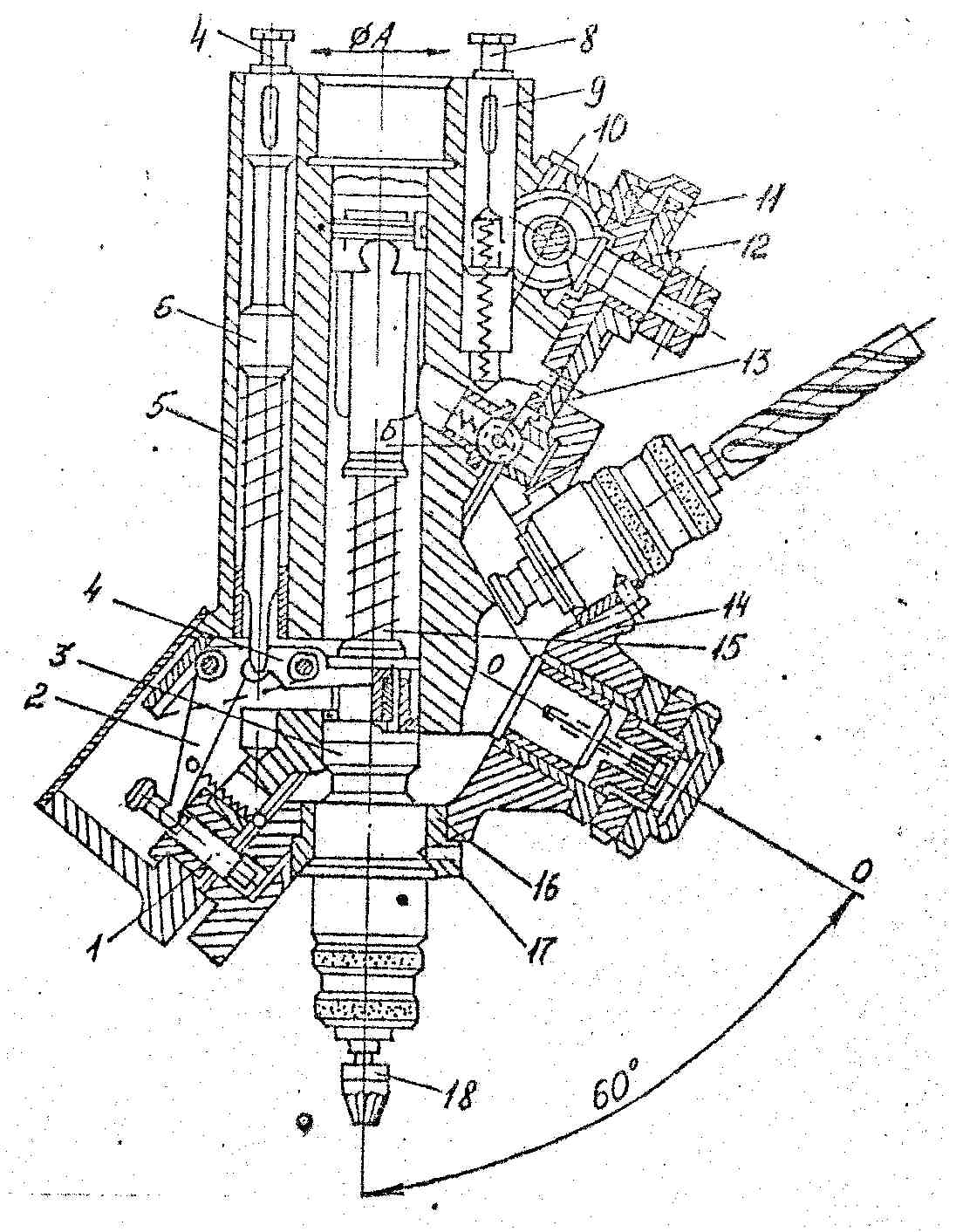
Рис. 3.24. Сверлильная револьверная головка
Головка центрируется поверхностью диаметра А и закрепляется клепным зажимом на панели вертикально-сверлильного станка. Вращение сменному шпинделю, находящемуся в рабочей позиции, передается от шпинделя станка через передник, валик 15 и муфту 3 с торцовыми шлицами. Поворот головки и установление следующего шпинделя в рабочее положение осуществляется следующим образом: при подъеме головки регулировочный болт 7 упирается в торец шпиндельной бабки и начинает перемещать вниз стержень 6, который, нажимает на рычаг 4. Рычаг, поднимая муфту 3 и рабочий шпиндель, перестает вращаться. Затем стержень 6 нажимает на рычаг 2, который, поворачиваясь, выводит фиксатор 1 из втулки. При дальнейшем подъеме регулировочный болт 8 упирается в торец шпиндельной бабки и опускает стержень 9 с зубчатой рейкой. Рейка вращает зубчатое колесо 10, которое через пару конических зубчатых колес 11 и храповой механизм, в свою очередь, поворачивает зубчатое колесо 12 и находящееся с ним в зацеплении зубчатое колесо 13; последнее поворачивает корпус 14 с соответствующим шпинделем в вертикальное рабочее положение. Шариковый фиксатор Б предварительно фиксирует положение головки.
При перемещении вниз механизм головки работает в обратной последовательности и фиксатор 1 под действием пружины фиксирует точное положение поворотной части головки и шпинделя с инструментом 18. Корпус головки не может повернуться в обратную сторону, т.к. храповой механизм работает вхолостую. Пружина, установленная на валике 15, включает муфту 3, и шпиндель начинает вращаться, производя соответствующий переход.