

3.1.4. Приспособления для токарных и шлифовальных
работ при обработке наружных цилиндрических
поверхностей
Наиболее широко распространенными приспособлениями для токарных и шлифовальных работ являются кулачковые и цанговые патроны, которые применяют также и при других работах (например, сверлильных).
Чтобы предотвратить прогиб обрабатываемых нежестких заготовок валов, в качестве дополнительных опор применяют люнеты подвижного или неподвижного типа.
Из патронов, применяющихся для установки и закрепления заготовок на токарных станках, наиболее распространены самоцентрирующие трехкулачковые патроны.
Для закрепления несимметричных заготовок применяют обычно четырехкулачковые патроны с независимым перемещением каждого кулачка с помощью винта.
При базировании обрабатываемой заготовки по внутренней поверхности применяют разжимные оправки с пневматическим приводом.
Наиболее характерной конструкцией пневматического поводкового патрона является патрон, приведенный на рис. 3.9.
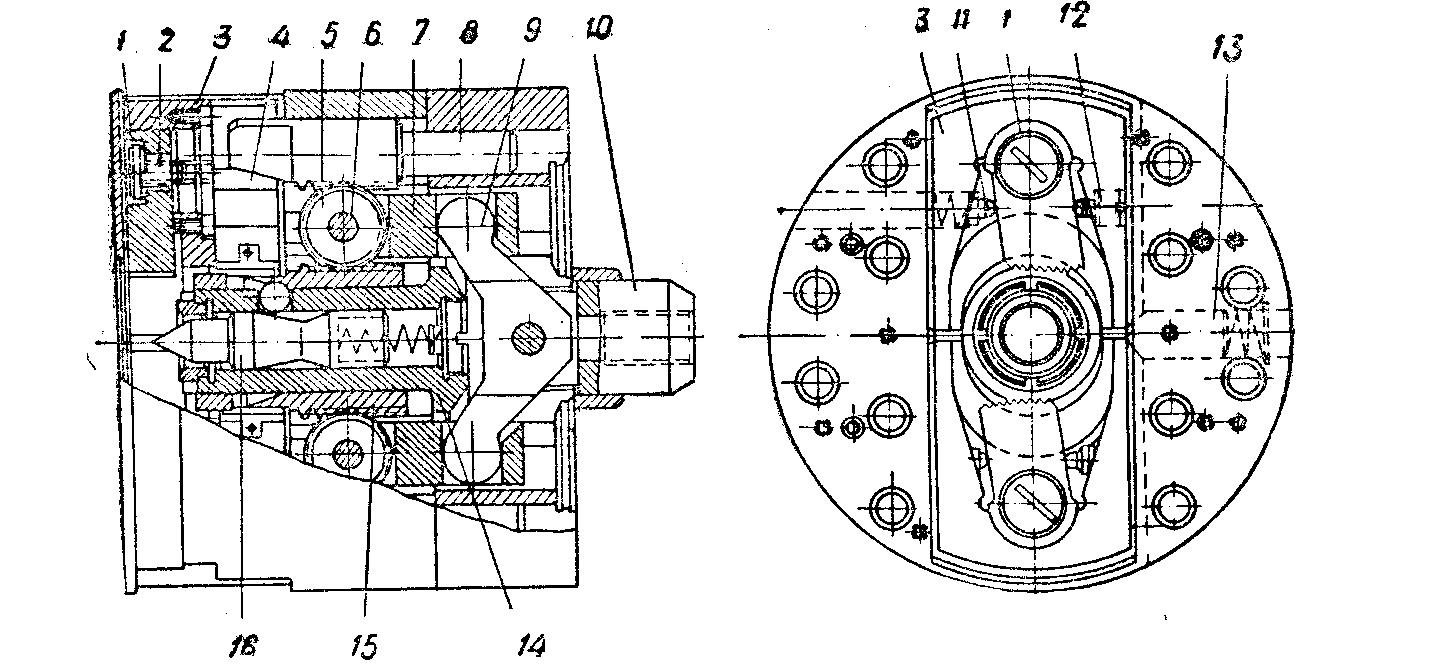
Рис. 3.9. Пневматический поводковый патрон
3.2. Обработка внутренних поверхностей тел вращения (отверстий)
3.2.1. Виды отверстий и способы их обработки
Обработка отверстий, занимающая в общем объеме механической обработки значительное место, осуществляется при вращательном и поступательном движении инструмента или заготовки.
Отверстия по способам обработки подразделяют на:
- крепежные отверстия в различных деталях (отверстия для крепежных болтов, винтов, шпилек, заклепок и т. п.). Точность изготовления таких отверстий невысокая. Такие отверстия обычно сверлят на одно- или многошпиндельных сверлильных станках;
- ступенчатые или гладкие отверстия различной конфигурации и точности в деталях, представляющих собой тела вращения. Их обрабатывают сверлом (в ряде случаев с последующим зенкерованием или развертыванием) или резцом совместно с токарной обработкой наружных цилиндрических поверхностей;
- ответственные отверстия в корпусных деталях, точность обработки которых определяет правильность работы и долговечность узлов машины (например, редуктора) или качество работы всей машины (например, отверстия для шпинделей в корпусных деталях станков и т. п.). Точность изготовления таких отверстий обычно 7-го квалитета и точнее. Обрабатывают такие отверстия на различных станках универсальных или специального назначения;
- глубокие отверстия с отношением длины l к диаметру d больше пяти, например отверстия шпинделей станков, пустотелых валов и т. п. Эти отверстия обрабатывают на станках специального назначения;
- конические и фасонные (с криволинейной образующей) отверстия, которые обрабатывают инструментом с коническими или криволинейными режущими кромками либо растачиванием с копирным приспособлением;
- профильные (не круглого сечения) отверстия обрабатывают протягиванием, прошиванием и долблением.
В зависимости от назначения отверстий к ним могут предъявляться следующие требования: выдерживание размера отверстия по диаметру с заданной точностью; прямолинейность оси отверстия и образующей его поверхности; правильность цилиндрической формы отверстия (отсутствие конусности, овальности и огранки); перпендикулярность к торцевым поверхностям детали.
Обработка отверстий круглого сечения производится на сверлильных, расточных, токарных, карусельных, револьверных станках, токарно-револьверных полуавтоматах и автоматах, протяжных и шлифовальных станках.
Обработка точных отверстий всегда требует больших затрат станочного времени и средств на инструмент, чем аналогичная обработка одинаковой по размерам наружной поверхности с той же степенью точности, так как режущий инструмент для обработки отверстий не обладает такой же жесткостью конструкции, особенно конструкции его крепления (расточные оправки - борштанги, длинные расточные резцы и т. п.), как инструмент для обработки наружных цилиндрических поверхностей.
Для достижения точности при обработке отверстий применяют увеличенное число проходов, чтобы таким образом постепенно довести погрешности первоначальной обработки до допустимых размеров. Так, если для обтачивания гладкого вала по 3-му классу точности достаточно два прохода, то для обработки отверстия того же диаметра и с той же точностью понадобится не менее четырех операций или переходов: сверление двумя сверлами, зенкерование и одно- или двукратное развертывание.
При обработке отверстий даже с относительно большим числом переходов в обычных условиях не удается достигнуть высокой точности по соосности обрабатываемого отверстия и какой-либо наружной цилиндрической поверхности обрабатываемой заготовки. Поэтому, когда требуется обеспечить соосность отверстия с другими поверхностями с высокой сте-пенью точности, необходимо сначала окончательно обработать отверстие, а затем, установив заготовку этим отверстием на точную оправку, обработать окончательно поверхности заготовки.
Отверстия диаметром до 80 мм в сплошном металле сверлят спиральными сверлами на сверлильных станках, а также на различного вида станках токарной группы.
Для сверления отверстий диаметром свыше 80 мм применяют сверлильные головки специальных конструкций; эту операцию, как правило, выполняют на расточных станках.