

2598
.pdf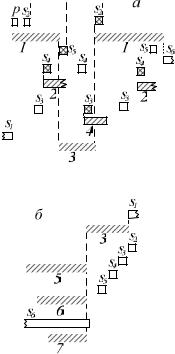

Рис. 3.83. Структурная схема автоматического управления установкой для формования плит
После срабатывания путевого выключателя ВП4 снова включается на определенное время двигатель МП1 и в движущуюся форму укладывается второй слой бетонной смеси.
Когда платформа тележки окажется над виброплощадкой, срабатывает путевой выключатель ВП6 и появляется сигнал s6. При этом с задержкой во времени последовательно включаются механизмы опускания платформы МО, захвата формы МЗ и двигатель привода вибровала MB.
По истечении интервала времени, необходимого для окончания процесса виброуплотнения бетонной смеси, исполнительные механизмы
924
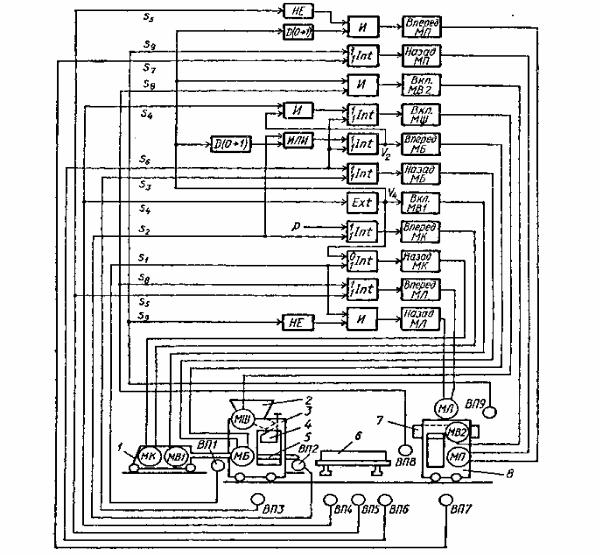
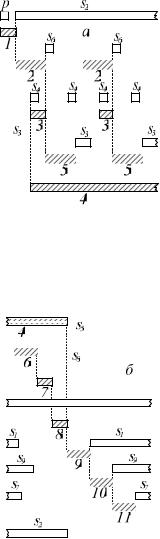
Таблица 3.18
Алгоритмы формирования командных сигналов при формовании многопустотных панелей
|
Циклограмма включе- |
Исполнитель- |
Обозначе |
|
|
|
|
|
||||||||||||||||
|
ния исполнительных |
Алгоритм формирования КС |
||||||||||||||||||||||
|
|
|
|
механизмов |
ный механизм |
ние ИМ |
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Двигатель |
МК |
Int (0 1)p (0 1)s2 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
привода карет- |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(вперед) |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Двигатель |
|
V2 Int (0 1)Y |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
МБ |
(0 1)s6 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
привода бето- |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(вперед) |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ноукладчика |
Y s2 D1(0 1)V4 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Двигатель |
МШ |
Int (0 1)V2s4 (0 1)s6 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
шнека пита- |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
теля |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Двигатель |
МБ |
Int (0 1)s6 (0 1)s3 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
привода бето- |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(назад) |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ноукладчика |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Двигатель |
|
V4 Ext(s4 ) |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
вибровклады- |
МВ1 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
шей |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Двигатель |
МП |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
привода порта- |
D2 (0 1)V4 s5 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(вперед) |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ла |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Двигатель |
МЛ |
Int (0 1)s5 (0 1)s8 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
привода лебед- |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(вперед) |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Двигатель |
МВ2 |
s8V4 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
привода щита |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Двигатель |
МК |
Int (0 1)V4 (0 1)s1 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
привода карет- |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(назад) |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Двигатель |
МЛ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
привода лебед- |
(назад) |
s1s9 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Двигатель |
МП |
Int (0 1)s9 (0 1)s7 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
привода порта- |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(назад) |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ла |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечания:
1. А – начало циклограммы; Б – продолжение циклограммы.
2. Цифры на циклограмме соответствуют рабочим операциям, указанным в табл. 3.17.
928