

Добавил:
ivanov666
Опубликованный материал нарушает ваши авторские права? Сообщите нам.
Вуз:
Предмет:
Файл:2598
.pdf
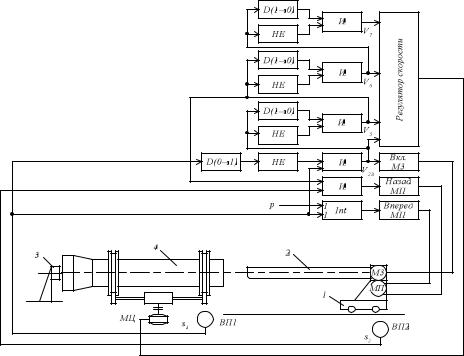
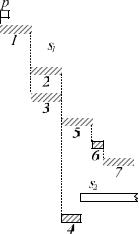
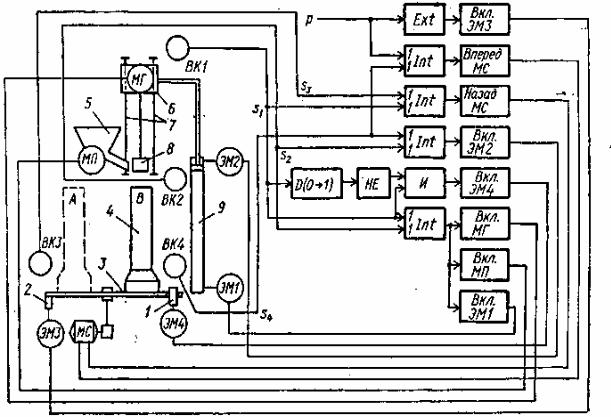
Рис. 3.82. Структурная схема автоматического управления станком для радиального прессования труб
Таблица 3.13
Характеристика рабочих операций при радиальном прессовании труб
№ |
Рабочая операция |
Начало операции |
Конец операции |
|
п/п |
|
|
|
|
1 |
Освобождение фиксатора 2 |
(0 1)p |
В функции |
|
|
поворотного стола |
|
времени |
|
2 |
Поворот стола вперед |
(0 1)p |
(0 1)s4 |
|
3 |
Опускание траверсы с роликовой |
(0 1)s4 |
(0 1)s2 |
|
|
головкой |
|
|
|
4 |
Загрузка бетонной смеси в форму |
(0 1)s2 |
(0 1)s1 |
|
5 |
Прессование бетонной смеси |
|||
6 |
Подъем траверсы с роликовой |
|||
|
|
|||
|
головкой |
|
|
|
7 |
Освобождение фиксатора 1 |
(0 1)s1 |
В функции |
|
|
поворотного стола |
|
времени |
|
8 |
Поворот стола назад |
(0 1)s1 |
(0 1)s3 |
Автоматизированная установка для радиального прессования труб работает следующим образом. После установки формы 4 на поворотном
919
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]