

1.2. Основные аппаратурно-технологические схемы линий производства жировой продукции
1.2.1. Аппаратурно-технологические схемы линий производства сливочного, кулинарного и топленого масла
В России в настоящее время эксплуатируются отечественные и импортные линии, состоящие из оборудования для получения сливочного масла как методом сбивания, так и методом преобразования жирового сырья.
Технологический процесс производства масла методом сбивания включает концентрирование жира молока до требуемого содержания его в готовом продукте путем сепарирования молока и последующего сбивания полученных сливок в целях выделения масляного зерна, а также во время механической обработки масляного зерна для превращения его в сливочное масло. Метод основывается на особенности молочного жира изменять агрегатное состояние в зависимости от температуры и механического воздействия. С учетом этого сливки охлаждают до температуры массовой кристаллизации глицеридов. Затем осуществляют коагуляцию жировой фазы, а масляное зерно, получаемое в качестве промежуточного продукта, спрессовывают в монолит и пластифицируют.
В качестве основного жирового сырья в процессе производства сливочного масла методом сбивания используются сливки с массовой долей молочного жира 28–50 %.
Для обеспечения производства масла методом сбивания сливок в России и за рубежом разработаны комплексные линии производительностью от 400 до 4500 кг/ч.
Для производства сладко- и кисло-сливочного масла (любительского, крестьянского, бутербродного и др.) 61,5–82,5 %-й жирности, масла сливочного кулинарного 81,6 %-й жирности методом сбивания сливок широко применяется отечественная линия марки А1-ОЛО производительностью 1000 кг/ч. Аппаратурно-технологические схемы данной линии показаны на рис. 1.1 (схемы А, Б).
Основные технологические операции линии А1-ОЛО: приемка и первичная обработка сырья, пастеризация и дезодорация сливок, охлаждение и физическое созревание сливок, сбивание сливок с внесением в них пищевых добавок, фасовка и упаковка готовой продукции.
В состав линии А1-ОЛО входят: емкости для молочнокислых продуктов Р4-ОТМ-4; насос центробежный 36-ПЦ8-12; автоматизированная пастеризационно-охладительная установка для сливок А1-ОЛО/2; установка вакуум-дезодорационная ОДУ-3; емкости для созревания сливок Л5-ОТН-6/3; заквасочник для маточной закваски О3-12; заквасочная установка ОЗУ-300; маслоизготовитель непрерывного действия А1-ОЛО/1; машина крупной фасовки М6-ОРГ; автомат для расфасовки и упаковки сливочного масла АРМ; полуавтомат для групповой упаковки брикетов в картонные ящики МБ-АУБ; устройство для обан-дероливания картонных ящиков А1-ОЛО/3; насос роторный НРМ-2; установка для циркуляционной мойки емкостей В2-ОЦУ.
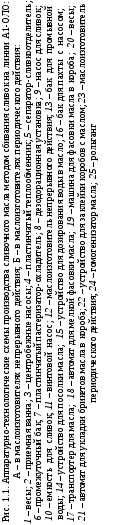

Линия работает следующим образом. Сливки из первого накопительного резервуара 10 подаются центробежным насосом 3 в уравнительный промежуточный бак 6, а затем вторым центробежным насосом 3 направляются в пастеризационно-охладительную установку 7 (ПОУ), где пастеризуются при температуре 85–90 ºС; из секции пастеризации сливки поступают в вакуум-дезодорационную камеру установки 8, в которой при разрежении 0,0267–0,0334 МПа из них удаляются посторонние запахи. Затем дезодорированные сливки поступают в секции регенирации и охлаждения. В секции охлаждения они охлаждаются артезианской водой с температурой 4–6 ºС. Охлажденные сливки поступают в другой накопительный резервуар 10 для биохимического и физического созревания, из которого самотеком поступают в уравнительный бак 6 и далее винтовым насосом 11 подаются в маслоизготовитель 12 или 23. В маслоизготовителе сливки подвергаются механической обработке.
Масло, получаемое по схеме А (см. рис.1.1), производится в маслоизготовителе 12 путем обработки под вакуумом с использованием устройства для посолки масла 14 и устройства для дозирования воды в масло 15, в случае необходимости подвергается нормализации. Затем масло из маслоизготовителя направляется через транспортер 17 в автомат для мелкой фасовки масла по 100–200 г, автомат для укладки брикетов в короба 21, устройство для обандероливания ко-робов 22.
Пласт масла, полученный по схеме Б (см. рис. 1.1), из маслоизготовителя 23 гомогенизируется и пластифицируется в гомогенизаторе 24, затем направляется в машину для фасовки масла в короба 19, взвешивается на весах 20 и с помощью рольганга 25 направляется на хранение.
При производстве масла методом периодического сбивания сливок (по схеме Б) сливки насосом 11 подаются в маслоизготовитель периодического действия 23 (например, марки Р3-ОБЭ, ММ-1000 или Л5-ОМП и др.), затем полученный пласт масла пластифицируется в гомогенизаторе 24 (М6-ОГА) и направляется в машину для фасов-ки масла в короба 19, взвешивается на весах 20 и с помощью роль-ганга 25 направляется на хранение.