

-
Проектная часть
Проектирование производственных объектов включает технический, организационный и экономический аспекты. Основной целью проектирования является разработка экономичного проекта производства, обеспечивающего выпуск качественной продукции.
-
Подбор режущего инструмента и оснастки
Обработка металлов резанием является составляющей частью процесса производства большинства деталей. Правильно выбранный инструмент позволяет быстрее окупить затраты на новое оборудование, значительно повысить производительность старого оборудование и сделать работу операторов более продуктивной.
Режущий инструмент выбирают с учетом:
– типа производства, метода обработки;
– размеров и качества обрабатываемых поверхностей;
– обрабатываемости материала;
– стойкости инструмента, его режущих свойств и прочности;
– стадии обработки – черновая, чистовая, отделочная.
Торцевые фрезы.
Предназначены для высокопроизводительной многолезвийной обработки плоских поверхностей. Крепление режущих пластин осуществляется, как правило, механически винтовым соединением. Современные торцевые фрезы, зачастую, изготовляются модульными с использованием быстросменных фрезерных головок. Установка и фиксация фрезерных головок осуществляются: в направлении оси вращения – винтовым соединением, вокруг оси вращения – кулачковым соединением.

Рисунок 23 – Фрезерная головка

Расточные головки.
Предназначены для обработки глухих и сквозных отверстий с целью увеличения их точности и качества. Возможно однорезцовое (при чистовой обработке) и многорезцовое (при черновой обработке для уравновешивания нагрузки) исполнение. Вылет резца регулируется микрометрическим винтовым толкателем.

Рисунок 24 – Чистовая расточная головка


Рисунок 25 – Чистовая резцовая вставка


Рисунок 26 – Черновая расточная головка


Рисунок 27 – Черновая резцовая вставка

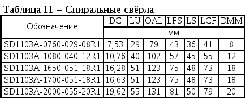
Спиральные свёрла.
Предназначены для сверления и рассверливания глухих и сквозных гладких и ступенчатых отверстий. Как правило изготовляются цельными или с напайными пластинами. Современные свёрла, зачастую, изготовляются со сквозными каналами для подачи СОЖ. Установка и фиксация в направлениях оси вращения и вокруг оси вращения осуществляются цанговыми зажимами.

Рисунок 28 –Спиральное сверло
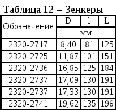
Зенкеры.
Предназначены для обработки глухих и сквозных отверстий с целью увеличения их точности и качества. Установка и фиксация в направлениях оси вращения и вокруг оси вращения осуществляются цанговыми зажимами.

Рисунок 29 – Зенкер
Цилиндрические развёртки.
Предназначены для отделочной многолезвийной обработки цилиндрических поверхностей. Крепление режущих пластин осуществляется, как правило, напайкой. Установка и фиксация в направлениях оси вращения и вокруг оси вращения осуществляются цанговыми зажимами.

Рисунок 30 – Державка развёртки


Рисунок 31 – Головка развёртки

Зенкеры.
Предназначены для нарезания цилиндрических и конических резьб в глухих и сквозных отверстиях. Как правило изготовляются цельными. Для обработки глухих отверстий изготовляются винтовыми. Установка и фиксация в направлениях оси вращения и вокруг оси вращения осуществляются цанговыми зажимами.

Рисунок 32 – Метчик

Расточные резцы.
Предназначены для обработки цилиндрических и фасонных поверхностей глухих и сквозных отверстий. Крепление режущих пластин осуществляется, как правило, механически. Установка и фиксация в направлениях оси и вокруг оси инструмента осуществляются установочными винтами.

Рисунок 33 – Черновой расточной резец


Рисунок 34 – Чистовой расточной резец


Рисунок 35 – Подрезной резец

Многогранные неперетачиваемые пластины.
Представляют собой режущие пластины из углеродистой стали и покрытия, характерного для обработки конкретного вида материалов. Предназначены для обработки поверхностей любых профилей. Крепление к державкам осуществляется.

Рисунок 36 – Квадратная неперетачиваемая пластина


Рисунок 37 – Ромбическая неперетачиваемая пластина


Рисунок 38 – Ромбическая неперетачиваемая пластина
