

-
Проектирование участка механической обработки
В мелкосерийном производстве технологическое оборудование располагается по групповому признаку или по порядку операций технологического процесса. Планировка цеха представляет сбой план расположения производственного, подъемно-транспортного и другого оборудования, рабочих мест, проездов, проходов. При разработке плана учитываются требования:
-
Расположение оборудования, проходов и проездов должно гарантировать удобство и безопасность работы.
-
Планировка оборудования должна быть увязана с применяемыми подъемно-транспортными средствами.
-
Необходимо предусматривать возможность перестановки оборудования при изменении технологических процессов.
-
Высота здания должна быть использована для размещения подвесных транспортных устройств, для размещения проходных складов деталей и узлов, инженерных коммуникаций.
Ширина пролётов 24 м; расстояние между колоннами 6 м; высота цеха 10 м.
Число контролёров:

Rст – число станков механического отделения.
Площадь контрольного отделения

Fконуд – удельная площадь на одно рабочее место контролёра.
Число станков отделения:

Площадь ремонтного отделения:

Fремуд – удельная площадь на одно рабочее место ремонтника.
Площадь склада материалов, заготовок и готовой продукции:

 – общий
черновой вес всех материалов и заготовок,
подлежащих обработке в механическом
цехе в течение года;
– общий
черновой вес всех материалов и заготовок,
подлежащих обработке в механическом
цехе в течение года;
 – среднее
количество дней, принятое для образования
запаса материалов и заготовок;
– среднее
количество дней, принятое для образования
запаса материалов и заготовок;
 – количество
рабочих дней в году;
– количество
рабочих дней в году;
 – допускаемая
нагрузка на площадь пола;
– допускаемая
нагрузка на площадь пола;
 – коэффициент
использования площади склада.
– коэффициент
использования площади склада.
 .
.

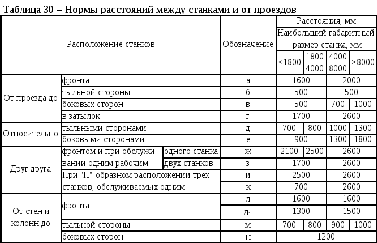
Рисунок 55 – Нормы расстояний между станками и от проездов
Суммарное нормировочное время для обработки партии деталей:

D – количество деталей, обрабатываемых в год на станках данного типа.
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
Требуемое количество производственного оборудования:

Fд – действительное годовое число работы одного станка при работе в три смены;
m – число смен работы станка в сутки.
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
Коэффициенты загрузки оборудования по штучному времени:

Cр – расчётное количество оборудования;
Cпр – принятое количество оборудования.
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
Коэффициенты работы оборудования:

 ;
;
 ;
;
 ;
;
 ;
;
 .
.
Требуемое количество оборудования не предполагает проектирование отдельного цеха или участка механической обработки и позволяет производить обработку изделия в типовом механическом цехе при наличии требуемого или аналогичного оборудования.
-
Экономическая часть
Себестоимость производства изделий является совокупностью большого количества производственных и непроизводственных расходов, таких как амортизационные издержки использования технологического и нетехнологического оборудования, режущего и мерительного инструмента, эксплуатации зданий и сооружений; покупки материалов и полуфабрикатов; зарплат, социальных и налоговых отчислений работников предприятия, транспортных расходов и других.