

-
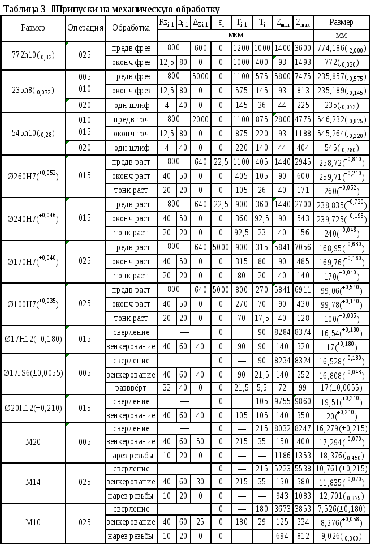
Расчёт припусков на механическую обработку
Припуск представляет собой слой материала, предназначенный для снятия в процессе обработки заготовки для достижения требуемых точности и качества поверхностей.
При предварительной обработке шероховатость и дефектный слой возникают в виду зернистости поверхности литейных форм и взаимодействия заготовки с окружающей средой; отклонения формы и расположения поверхностей происходят по причине коробления поверхностей; погрешности установки заготовки появляются из-за использования на операциях баз, не способных обеспечить необходимую точность базирования. При окончательной обработке шероховатость и дефектный слой возникают в виду образования рисок на поверхности детали и наклёпа материала; отклонения формы и расположения поверхностей суммарно находятся внутри дефектного слоя; погрешности установки заготовки появляются из-за непостоянства технологических баз и погрешностей изготовления размеров.
Принято выделять припуски:
Минимальный – необходим для обеспечения требуемых точности и качества обрабатываемой поверхности:
при последовательной обработке противолежащих поверхностей:

при параллельной обработке противолежащих поверхностей:

при обработке наружных и внутренних поверхностей:

Rzi-1 – высота неровностей профиля на предшествующем переходе,
hi-1 – глубина дефектного поверхностного слоя на предшествующем переходе,
ΔΣi-1 – суммарные отклонения расположения поверхности и в некоторых случаях отклонения формы поверхности,
εi – погрешность установки заготовки на выполняемом переходе.
Максимальный – используется при расчёте режимов резания:
при обработке наружных и внутренних поверхностей:


Ti-1 – допуск размера на предшествующем переходе,
Ti – допуск размера на выполняемом переходе.
Размер 235h8(-0,072):
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
Промежуточные размеры:
 ;
;
 ;
;
 .
.
-
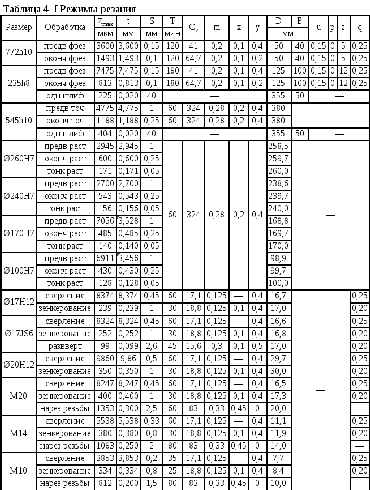
Расчёт режимов резания
Правильные выбор и расчёт режимов резания предназначены для определения экономически эффективного технологического процесса. При назначении режимов резания учитываются характер обработки, тип и размеры инструмента, материал режущей части, материал и состояние заготовки. Режим резания состоит из компонентов: глубина резания, подача, скорость резания. Глубину резания и подачу определяют исходя из требований к качеству получаемых поверхностей (при предварительной обработке выбираются максимально большими) и жёсткости системы СПИД, мощности приводов станка и прочности режущих пластин резцов. Скорость резания определяется по эмпирическим формулам:
при точении:

при фрезеровании:

при сверлении:

при зенкеровании, развёртывании:

при нарезании резьбы:

t – глубина резания, мм;
S – подача, мм;
T – период стойкости инструмента, мин;
|
|
Размер 235h8(-0,072): предварительное фрезерование:
окончательное фрезерование:
|

 ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; .
.B – ширина фрезерования, мм;
z – число зубьев фрезы;
D – обрабатываемый диаметр, либо диаметр инструмента, мм;
Cv, m, x, y, q, u, p – коэффициенты, зависящие от вида обработки, глубины резания, ширины резания, подачи, вида и материала режущей части инструмента;
Kv – поправочный коэффициент;

KMv – коэффициент, учитывающий качество обрабатываемого материала;
KПv – коэффициент, отражающий состояние поверхности заготовки;
KИv – коэффициент, учитывающий качество материала инструмента;

HB – твёрдость обрабатываемого материала по Бринеллю (190);
nv – коэффициент, зависящий от обрабатываемого материала, вида и материала режущей части инструмента.