

-
Характеристики материала детали
Деталь изготовляется из серого чугуна СЧ20. Сплав имеет хорошие литейные свойства. В качестве заменителя возможно использовать чугуны СЧ18 и СЧ21.
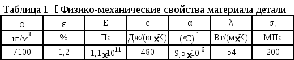
ρ – плотность;
ε – линейная усадка;
E – модуль упругости первого рода;
c – удельная теплоёмкость при температуре от 20 до 200 °C;
α – коэффициент линейного расширения при температуре от 20 до 200 °C;
λ – теплопроводность при 20 °C;
σв – временное сопротивление разрыву.

-
Технологическая часть
Технологический процесс представляет собой упорядоченную последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата. Технологические процессы состоят из технологических операций, которые складываются из технологических переходов.
-
Анализ технологичности детали
Изделие представляет собой деталь типа корпус. Имеет габаритные размеры 894×772×545 мм и массу 376 кг. В конструкции детали имеются: плоские и цилиндрические поверхности; глухие и сквозные, гладкие и ступенчатые отверстия, резьбовые глухие отверстия; гладкие и ступенчатые отверстия под установку подшипников.
Большинство обрабатываемых поверхностей находятся на открытых участках детали и их обработка не будет затруднена конфигурацией изделия. Также к ним предъявляются нормальные требования точности и качества поверхностей. Для их получения достаточно применения стандартизированного инструмента. На детали имеются отверстия, получение которых возможно только при их одновременной обработке и отверстия, получение которых необходимо производить совместно с крышкой редуктора.
-
Определение типа производства и выбор оптимального способа получения заготовки
Тип производства представляет собой классификационную категорию производства, выделяемую по: степени постоянства загрузки рабочих мест в течение определенного периода одной и той же производственной работой, диапазона номенклатуры объектов производства, стабильности, объема выпуска изделий и формы их движения по рабочим местам. Выделяют три типа производства:
Единичное. Характеризуется широкой номенклатурой неповторяющейся или редко повторяющейся продукции в единственном или крайне небольшом производимом количестве. В производстве используются универсальное оборудование, располагаемое по групповому признаку. Используются стандартные и нормализованные приспособления и режущий инструмент. Контроль размеров производят универсальным мерительным инструментом.
Серийное. Характеризуется ограниченной номенклатурой периодически повторяющейся продукции, производимой в крупном объёме. В производстве используется универсальное и специализированное оборудование, располагаемое по групповому признаку или по порядку операций технологического процесса. Используются специальные и специализированные приспособления и режущий инструмент. Контроль размеров производят универсальным и специальным мерительным инструментом.
Массовое. Характеризуется узкой или единичной номенклатурой продукции, производимой в большом количестве. В производстве используется специализированное и специальное оборудование, располагаемое по порядку операций технологического процесса. Используются специальные приспособления и режущий инструмент. Контроль размеров производят универсальным и специальным мерительным инструментом.
Масса изделия в 376 кг и годовой объём выпуска в 500 штук позволяют отнести проектируемое производство к серийному.
Производимая деталь имеет достаточно сложную геометрическую форму, а изготовление её из чугуна и годовая программа выпуска не допускают применения сварочных операций. Невысокие требования к необрабатываемым поверхностям и хорошие литейные свойства чугуна делают литьё в песчано-глинистые формы оптимальным вариантом получения заготовок.
Коэффициент использования материала представляет собой показатель, характеризующий эффективность производства заготовок и не учитывает качество заготовок и возможность переработки отходов.

mдет – масса детали;
mзаг – масса заготовки.
 .
.