


Оглавление
Введение 3
1.Общая часть 5
1.1.Назначение детали 5
1.2.Характеристики материала детали 8
2.Технологическая часть 10
2.1.Анализ технологичности детали 10
2.2.Определение типа производства и выбор оптимального способа получения заготовки 10
2.3.Выбор и обоснование технологических баз 12
2.4.Составление маршрута обработки детали 13
2.5.Расчёт припусков на механическую обработку 18
2.6.Расчёт режимов резания 22
2.7.Расчёт норм времени на операции 26
2.8.Размерный анализ технологического процесса 30
2.9.Разработка управляющих программ технологического процесса 34
3.Конструкторская часть 39
3.1.Проектирование станочного приспособления 39
3.1.1.Общие требования к приспособлению 39
3.1.2.Анализ операции технологического процесса 39
3.1.3.Составление схемы базирования заготовки и выбор установочных элементов для реализации схемы базирования 40
3.1.4.Выбор способа закрепления заготовки и разработка принципиальной схемы станочного приспособления 42
3.1.5.Определение расчётных сил и мощности резания 43
3.1.6.Составление расчётной схемы сил и расчёт сил закрепления 44
3.1.7.Расчёт точности приспособления. 46
3.1.8.Расчёт и выбор элементов приспособления 47
3.1.9.Описание принципа действия приспособления 47
3.2.Проектирование контрольного приспособления приспособления 48
4.Проектная часть 52
4.1.Подбор режущего инструмента и оснастки 52
4.2.Подбор металлорежущего оборудования и оснастки 61
4.3.Подбор измерительного инструмента и оснастки 71
4.4.Проектирование участка механической обработки 79
5.Экономическая часть 85
5.1. Исходные данные для расчета 85
5.2.Расчёт переменных издержек предприятия 86
5.3.Расчёт постоянных издержек предприятия 88
5.4.Расчёт общепроизводственных расходов 92
5.5.Расчёт цены единицы изделия 95
5.6.Оценка эффективности использования разработанного приспособления 96
6.Охрана труда 97
6.1.Монтаж и ремонт оборудования 97
6.2.Оградительные, предохранительные и тормозные устройства 98
6.3.Приспособления для установки и закрепления заготовок 98
6.4.Приводы, передачи и органы управления оборудованием 99
6.5. Смазывающие и охлаждающие жидкости 100
6.6.Удаление пыли, аэрозолей и стружки 100
6.7.Электробезопасность и местное освещение 101
6.8.Специальные требования к оборудованию 102
Заключение 104
Список использованных источников 105
Приложение А. Управляющие программы обработки 107
Приложение В. Спецификация контрольного приспособления
Приложение Г. Комплект технологической документации
Введение
В настоящее время, как и многие годы, машиностроение является одной из крупнейших составляющих экономик большинства развитых стран. В связи с чем, наравне с созданием и модернизацией изделий, обеспечение их взаимозаменяемости и взаимозаменяемости их составляющих является приоритетной задачей современных конструкторов и технологов. Как и долгие годы ранее, работа технологов имеет решающую роль в производстве новых машин, агрегатов, аппаратов и многих других изделий современной промышленности. Качественные точностной, энергетический расчёты позволяют сделать производство изделий наиболее эффективными.
Огромная часть продукции производства, частично или полностью изготавливается с использованием металлорежущих инструментов, которые применяются как в заготовительных, так и отделочных операциях технологических процессов. Бесчисленное многообразие конструктивных вариантов инструментов позволяет получать изделия практически любой сложности и конфигурации. Точность изделий современных машиностроительных производств помимо их взаимозаменяемости обуславливается величинами кинематических, силовых и динамических характеристик их использования, а также экономичностью их производства.
Выпускная квалификационная работа (ВКР) должна способствовать обретению новых и закреплению полученных ранее навыков, помочь закрепить полученные теоретические сведения и научить применять их на практике.
В выпускной квалификационной работе необходимо:
Разработать технологический процесс изготовления детали «Корпус редуктора разливочной машины».
Разработать станочное приспособление.
Разработать контрольное приспособление.
Спроектировать участок обработки и контроля детали.
Рассчитать экономические характеристики производства.
Разработать комплект конструкторско-технологической документации.
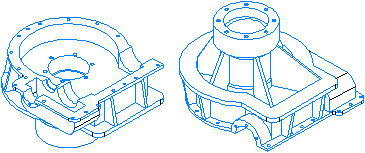
Рисунок 1 – Корпус редуктора разливочной машины
При проектировании технологических процессов изготовления деталей машин в настоящее время используется широкая номенклатура средств автоматизированного проектирования. Также практически ни одно производство не обходится без применения автоматизированного оборудования и средств контроля продукции.