

-
Подбор измерительного инструмента и оснастки
Правильно подобранный измерительный инструмент позволяет обеспечить достаточно точный контроль получаемых размеров. Применение цифрового инструмента позволяет минимизировать время на контроль размеров ввиду отсутствия необходимости в его промежуточной калибровке.
Калибры-пробки.
Предназначены для предельного контроля наружных и внутренних диаметральных размеров нормальной и повышенной точности.
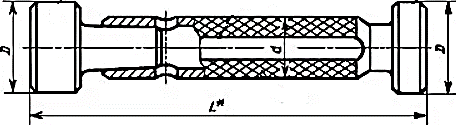
Рисунок 46 – Калибр пробка


Рисунок 47 – Калибр пробка
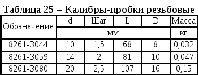
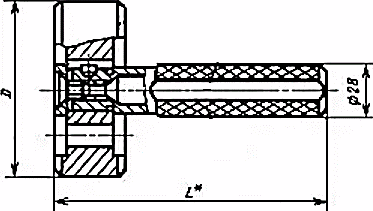
Рисунок 48 – Калибр пробка

Рисунок 49 – Калибр пробка

Штангенциркули.
Предназначены для контроля наружных и внутренних линейных и диаметральных размеров нормальной точности.

Рисунок 50 – Штангенциркуль

Глубиномеры.
Предназначены для контроля наружных и внутренних ступенчатых размеров, глубин отверстий нормальной точности.

Рисунок 51 – Глубиномер

Профилометры.
Предназначены для измерения шероховатости поверхности. Измерение параметров шероховатости поверхности производится по системе средней линии в соответствии с номенклатурой и диапазонами значений, предусмотренными ГОСТ 2789-73.
|
Технические характеристики: |
|
|
Диапазон измерения, мм......................................... |
16 |
|
Ход траверсы, мм..................................................... |
17,5 |
|
Скорость измерения, мм/с...................................... |
0,25 |
|
Метод измерения..................................................... |
Дифференциальная индуктивность |
|
Диапазон измерений, мкм....................................... |
360 |
|
Щуп........................................................................... |
Алмазный наконечник |
|
Радиус опоры, мм.................................................... |
40 |
|
Измерительное усилие, мН..................................... |
0,75 |
|
Угол измерительного наконечника, °.................... |
60 |
|
Радиус измерительного наконечника, мкм........... |
2 |

Рисунок 52 – Профилометр
|
Профили.................................................................. |
Профиль шероховатости (R), RMotif, профиль двойной фильтрации и другие |
|
Стандарты шероховатости.................................... |
EN ISO, VDA, JIS, ANSI и пользовательские настройки |
|
Цифровой фильтр................................................... |
Фильтр Гаусса, 2CR75, PC75 |
|
Допуск..................................................................... |
Цветная индикация верхнего/нижнего допусков |
|
Интерфейс............................................................... |
USB, Digimatic, RS-232C, ножной переключатель |
|
Питание................................................................... |
Блок питания или аккумуляторная батарея |
Измерительные головки
Предназначены для относительных измерений, замера отклонений, неровностей, биений поверхностей. Как правило, ввиду дешевизны используются ин-
дикаторы часового типа с погрешностью измерения до 0,01 мм. В настоящее время всё более распространёнными становятся более дорогие цифровые индикаторы с погрешностью измерения до 0,0005 мм.

Рисунок 53 – Измерительная головка
|
Технические характеристики: |
|
|
Разрешение, мм............................................................... |
0,0005 |
|
Погрешность измерения, мм.......................................... |
0,0015 |
|
Шкала............................................................................... |
Фотоэлектрический линейный датчик |
|
Диаметр гильзы, мм........................................................ |
8 |
|
Максимальная скорость отклика, мм/с......................... |
1000 |
|
Сигнал предупреждения................................................ |
Низкий заряд батареи, ошибка расчета, ошибка переполнения, ошибка установки допусков |
|
Питание........................................................................... |
Блок питания 6В DC, 2A |
|
Отображение данных..................................................... |
ЖК-дисплей, высота символов: 9,5 мм |
|
Диапазон измерений, мм................................................ |
30,4 |
|
Измерительное усилие, Н............................................... |
<2 |
|
Масса, г............................................................................ |
290 |

Рисунок 54 – Индикатор
|
Технические характеристики: |
|
|
Погрешность измерения, мм.......................................... |
0,003 |
|
Шкала............................................................................... |
Линейный датчик |
|
Диаметр гильзы, мм........................................................ |
8 |
|
Максимальная скорость отклика, мм/с......................... |
Неограниченна |
|
Питание........................................................................... |
Солнечный элемент, работающий от 40 люкс |
|
Отображение данных..................................................... |
ЖК-дисплей, высота символов: 9 мм |
|
Диапазон измерений, мм................................................ |
12,7 |
|
Измерительное усилие, Н............................................... |
<1,5 |
|
Масса, г............................................................................ |
150 |