

6.8.3.Термоокислительные методы обезвреживания сточных вод.
Указанные методы используют для удаления из сточных вод органических примесей. К ним относятся: методы жидкофазного окисления («мокрое» сжигание) и парофазного каталитического окисления, а также «огневой» метод (парофазное окисление).
Метод жидкофазного окисления, характерен тем, что органические загрязнения удаляют из сточных вод путем окисления кислородом под давлением 2-28МПа и t = 100-200 оС. При этих параметрах существенно возрастает растворимость кислорода в воде, что значительно ускоряет процессы окисления органических соединений.
В результате окисления органических загрязнений образуются нетоксичные вещества, что является несомненным достоинством метода. Кроме того, рассматриваемый метод пригоден для обработки больших объемов сточных вод и достаточно безопасен. К недостаткам метода относится высокая стоимость оборудования, неполное окисление некоторых органических веществ, а также существенный коррозионный износ оборудования.
При использовании метода пирофазного каталитического окисления, сточные воды, загрязненные летучими органическими веществами подают в выпарной аппарат, где при t 300 оС образуются пары воды и органических веществ. Эти пары вместе с горячим воздухом подают в выпарной аппарат, загруженный катализатором (медно-хромовым, цинк-хромовым и др.), в котором происходит процесс гетерогенного каталитического окисления кислородом воздуха органических паров. Степень обезвреживания достигает 99,8 %. Разработаны установки для обработки больших объемов сточных вод. К недостаткам метода следует отнести возможность отравления катализаторов соединениями фосфора, фтора и серы. Во избежании этого их необходимо предварительно удалять из сточных вод.
Огневой метод - это универсальный метод термической очистки сточных вод. При использовании этого метода распыленная сточная вода вводится в нагретые до 900-1000 оС продукты горения топлива. Органические примеси при этом сгорают, а минеральные примеси, в зависимости от температуры их плавления, выводятся из печи в твердом или расплавленном состоянии или уносятся с дымовыми газами.
Рассмотрим возможности огневого метода на примере регенерации сульфатных травильных растворов. Эти отходы не содержат органических загрязнений. Так, образовавшиеся при сернокислотном травлении стали растворы содержат 2,5-11 % Н2SO4 и 15-28 % FeSO47H2O. Близкие по составу отработанные травильные растворы образуются в производстве титановых белил. Эти растворы содержат 16-20% Н2SO4 , 15% FeSO4 , 2% Fe2(SO4)3 , примеси сульфатов Mg,Тi, Аl, Са, остальное - вода. Огневой метод используют для регенерации серной кислоты из указанных растворов. Сущность метода заключается в прямом расщеплении серной кислоты и сульфитов железа.
Термическое расщепление серной кислоты до SO2 при t =950-1200 оС протекает в две стадии - диссоциации H2SO4 и разложения триоксида серы до диоксида FeSO47H2O (семиводный сульфат железа) при нагревании превращается в одноводный FeSO4H2O. В обычных условиях FeSO4H2O полностью обезвоживается при 300 оС. При t > 300 oС сульфаты железа разлагаются по следующим реакциям:
2 FeSO4 Fe2O3 + SO2 + SO3 ( 6.0)
Fe2(SO4)3 Fe2O3 + 3 SO3 ( 6.0)
Схема установки огневой переработки отработанных травильных растворов представлена на рис.6.40.
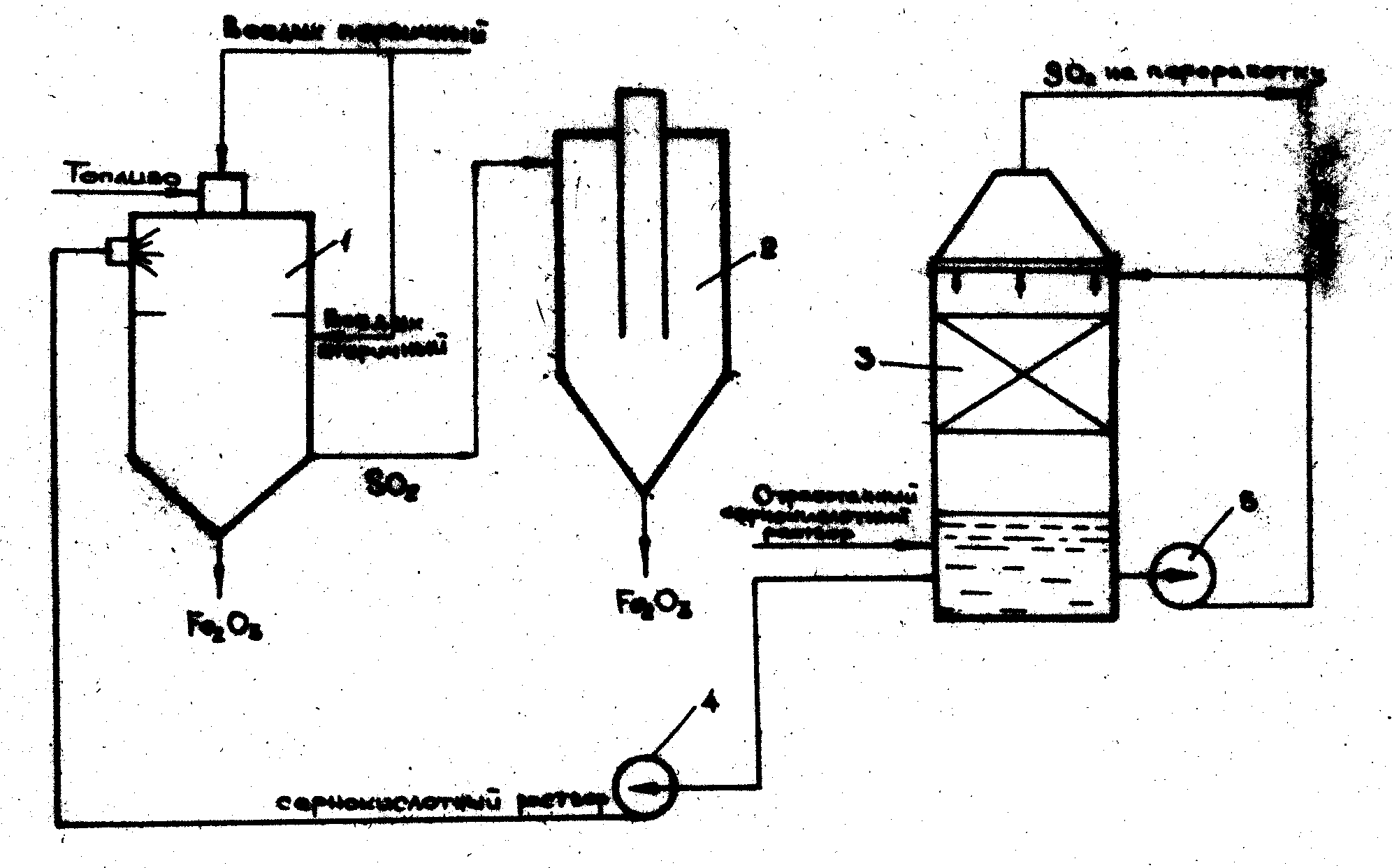
Рис. 6.69. Схема огневой переработки отработанных травильных растворов.
1 - огневой реактор, 2 - циклон-пылеуловитель, 3 - насадочный скруббер-испаритель, 4,5 - насосы.
Установка эксплуатируется следующим образом. В реакторе 1 сжигают топливо, в поток горения продуктов которого распыляют предварительно упаренный сернокислотный раствор. Серная кислота и сульфат железа подвергаются термическому расщеплению с образованием SO2 , SO3 и Fe2O3 . Запыленный сернистый газ очищается от пыли в циклоне-пылеуловителе 2, а затем направляется в насадочный (или другого типа) скруббер-испаритель 3, в котором упаривается сернокислотный раствор. Упаренный раствор насосом 4 подается в огневой реактор.
Следует указать, что при 60-70% содержании воды в исходном растворе после упаривания при t = 950-1000 oС оно снижается до 35-40%. Содержание SO2 в сухом сернистом газе не менее 7 %. Второй побочный продукт - порошкообразный оксид железа может быть использован для изготовления красящих пигментов, ферритных и полирующих порошков, для изготовления активных катодных масс и в других целях.