

6. Технологический процесс сборки узла и агрегата
Технология сборочных работ разрабатывается с учётом свойств материалов, из которых изготавливаются детали планера, и способов соединения деталей между собой. При разработке технологии сборочных работ особое внимание уделяется механизации и автоматизации этих работ. Необходимость членения планера самолёта на детали, узлы, панели, отсеки, и агрегаты диктуются требованиями производства и необходимостью иметь конструктивные, эксплуатационные разъёмы и стыки. Сборка планера организуется по схеме параллельно-последовательных операций, начиная со сборки подузлов, узлов, панелей, агрегатов и заканчивая общей сборкой самолёта в целом. На основе разработанной последовательности сборочных операций составляется схема сборки, которая является одним из основных технологических документов для сборочных цехов. В схему сборки вносятся указания о порядке комплектования собираемого изделия деталями и узлами, а также технические требования на детали и узлы, определяющие, в каком виде они подаются на сборку. При сборке узлов, панелей и агрегатов самолётов из лёгких сплавов клёпка до настоящего времени остаётся наиболее распространённым видом неразъёмного соединения. Технологический процесс клёпки, состав операций и их последовательность во многом определяются требованиями обеспечения ресурса и герметичности, типом заклёпок, методом сборки.
При проектировании технологического процесса сборки изделия определяются все данные, необходимые для выполнения сборочных работ:
- выбираются схемы сборки и базирования, схемы обеспечения точности и взаимозаменяемости;
- разрабатываются технические условия на поставку элементов изделия на сборку;
- определяется состав и последовательность выполнения этапов сборки, операций и переходов;
- выбирается состав и квалификация исполнителей;
- рассчитываются нормы времени, расценки и режимы операций;
- вычисляется трудоёмкость и технологическая себестоимость, цикл сборки и т. д.
Сборочные работы являются многовариантными как по возможному составу и последовательности операций технологического процесса, так и по составу применяемой оснастки, оборудования, инструмента и т. д. Кроме того, сборочные работы органически взаимосвязаны с другими процессами изготовления изделия через технические условия на поставку деталей и сборочных единиц по этапам сборки. Поэтому все задачи проектирования технологических процессов сборки необходимо решать комплексно, с учётом других задач технологической подготовки производства изделия.
7. Конструкция сборочных приспособлений
Большинство сборочных единиц конструкции самолёта собирается в сборочных приспособлениях.
Сборочное приспособление - устройство, конструкция которого обеспечивает правильное взаимное расположение, фиксацию и соединение сборочных единиц самолёта с заданной точностью.
Сложные и больших габаритных размеров сборочные приспособления, применяемые в производстве ЛА, состоят из большого количества разнообразных деталей и узлов. Стандартизируются следующие элементы сборочных приспособлений: колонны, основания, плиты, балки, кронштейны и другие элементы каркасов сборочных приспособлений.
В общем виде конструкция сборочного приспособления может быть представлена следующими элементами (см. рис. 2): несущие (каркасные), установочные, фиксирующие и зажимные элементы, которые являются основными, а все остальные - вспомогательные.
Несущие элементы образуют каркас сборочного приспособления, который связывает все элементы приспособления в единое целое. От степени жёсткости каркаса зависит точность и постоянство положения в нём всех узлов приспособления. Каркас сборочного приспособления состоит из вертикальных элементов (колонны, стойки) и горизонтальных (балки, основания, фундаментальные плиты и кронштейны). Типовые конструкции каркаса сборочного приспособления представлены на рисунке 3. Колонны являются основными несущими вертикальными элементами каркаса крупных сборочных приспособлений. В зависимости от нагрузки на приспособление и расположение центра масс могут применяться различные стандартизированные конструкции колонн.
Балки воспринимают сложные переменные, а иногда и ударные нагрузки, поэтому они изготавливаются из стального проката. На балку монтируются установочные элементы приспособления. Основания и фундаментальные плиты в приспособлениях служат опорами для колонн каркаса и устанавливаются на бетонную подушку или непосредственно на пол сборочного цеха.
Кронштейны связывают балки с колоннами и служат для установки и крепления на них других элементов сборочного приспособления.
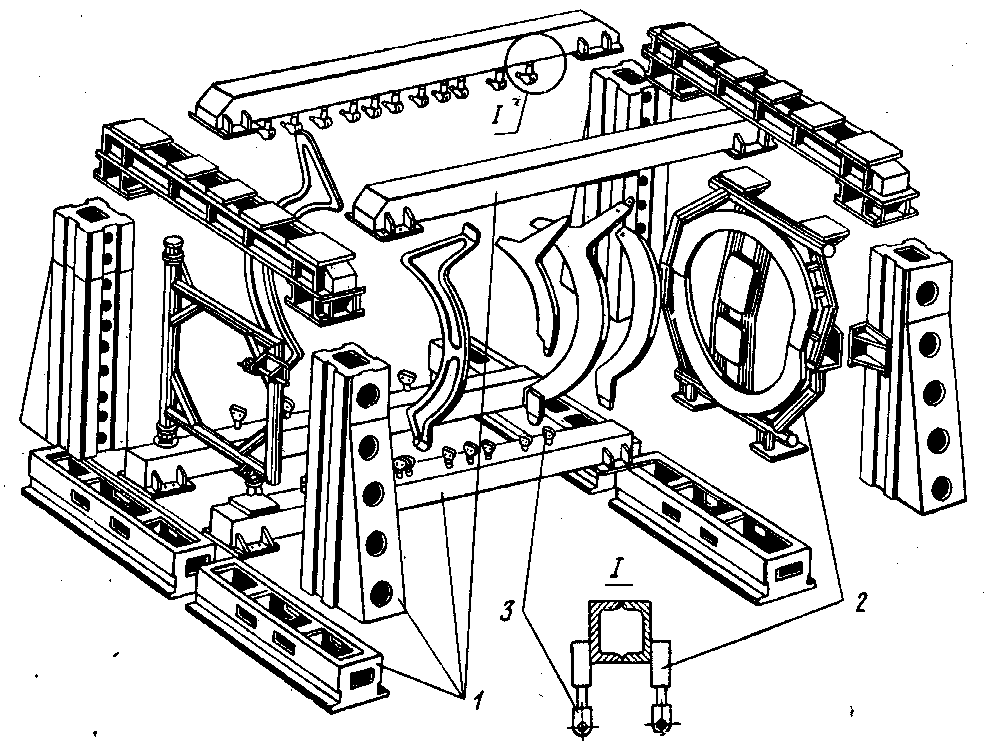
Рис.2 Основные элементы конструкции приспособления для сборки отсека фюзеляжа:
1- несущие (каркасные) элементы; 2-установочные элементы; 3-фиксирующие и зажимные элементы
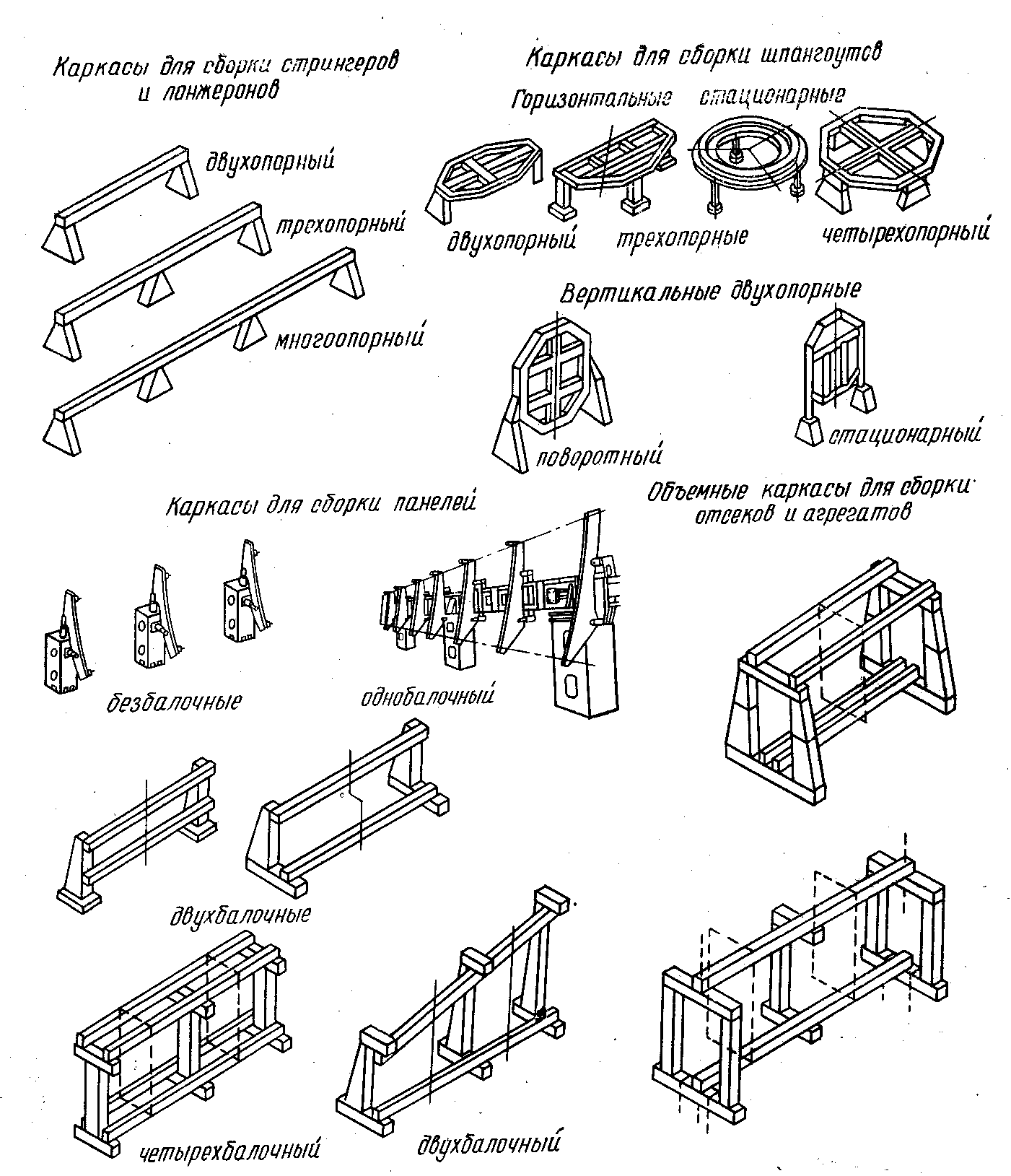
Рис.3 Типовые конструкции каркаса сборочного приспособления