

6 Классификация рабочих машин по признаку непрерывности действия.
По признаку непрерывности ТП все рабочие машины делятся на 3 класса:
Машины непрерывного действия с непрерывным ТП.
Машины непрерывного действия с прерывным ТП.
Машины прерывного действия с прерывным ТП.
Технологический цикл Тт – время нахождения заготовки на станке.
Рабочий цикл Тр- время в течение которого станок выдает готовое изделие.
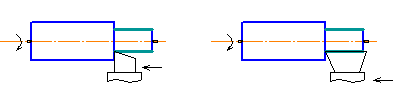
Второй класс машин характеризуется тем, что обрабатываемая заготовка непрерывно перемещается через рабочую зону машины, а комплект инструментов вступает в обработку периодически.
К таким классам машин можно отнести роторный автомат.
; ; ; ТР<<Тт
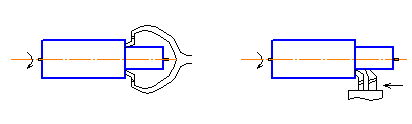
3А класс – станки, у которых время выполнения технологических переходов не перекрывается
3Б – класс рабочих машин
Рабочие машины, у которых время выполнения технологических переходов частично перекрывается.
3 В класс- машины у которых время выполнения технологических переходов перекрывается полностью ( н-р вертикально сверлильный станок с многошпиндельной головкой)
3Г класс - относятся многопозиционные машины
Тр<Тт ; Тр=tmax+tпов
7 Вариантность технологических процессов, как основа структурного разнообразия рабочих машин.
Артоболевский выделил понятия структурной вариантности, смысл которых состоит в том, что выполнение одинаковых по физическому содержанию процессов, возможно выполнять машинами и рабочими органами разных типов.
Н-р: Рассмотрим процесс точения и варианты обработки
Помимо структурной, выделяется технологиче6ская вариантность.
Под ней понимается использованием по физическому содержанию процессов для получения одной и той же поверхности.
Особенности разработки техпроцесса в автоматизированном производстве:
1 Возможность создания устройств автоматизирующих все приемы, необходимые для выполнения техпроцесса.
2 Достижение синхронности работы станков, входящих в АЛ.
3 Выбор технологических баз, облегчающих процесс транспортирования и загрузки.
4 Стабильность точности получаемых изделий.
5 Поддержание безаварийной работы с помощью контроля, блокировки и обратной связи.
Обеспечение достаточной стойкости инструмента.
8 Основные направления развития технологии.
Определяется 3 основных направления развития технологии:
1 Унификация - ее основой является классификация деталей и поверхностей, и техпроцесса.
2 Изготовление деталей, относящихся к одному из известных типов, новыми более прогрессивными методами.
3 Изготовление деталей, которые не могут быть отнесены ни к одному из известных классов, новыми методами.
1 Унификация
В основу классификации признаков Соколовский принимал:
- форму детали
- размеры детали
- качество поверхности
- материал детали
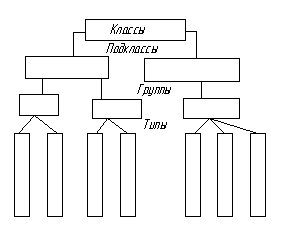
Класс - представляет собой совокупность деталей, определенной конфигурации и характеризуется общностью технологических задач.
Типом наз. совокупность деталей характеризующаяся конструктивным сходством и как правило общностью служебного назначения.
Типовой ТП рассматривается как инструкция, используемая для разработки ТП, изготовления конкретной детали.
Группой называется совокупность деталей, характеризующихся при изготовлении общностью оборудования, оснастки, наладки.
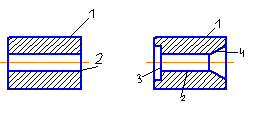
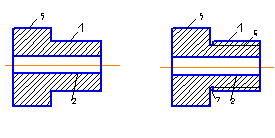
1 – наружная цил. пов-ть; 2 – внутр. цил. пов-ть; 5 – буртик; 6 – наруж. резьбы; 7 – канавка для выхода инструмента.
Под комплексной деталью понимается реально или условно созданная деталь, которая содержит в своей конструкции все основные элементы, характерные для деталей данной группы и эта деталь является конструктивно технологическим представителем этой группы.

Групповой ТП разрабатывается на деталь представителя группы( комплексная деталь) и может быть использована для изготовления любой детали входящей в эту группу с наибольшими подналадками.