

12.3. Раскройное производство
Раскройное производство является важнейшим этапом швейного производства, где закладываются предпосылки изготовления изделий заданного качества.
Раскройное производство включает следующие операции: настилание материалов; выполнение обмелок; клеймение настила; раскрой деталей изделий, нумерация и комплектование деталей кроя; навешивание талонов цветовой последовательности; хранение и транспортирование пачек кроя; оформление маршрутных листов; заполнение товарного и контрольного ярлыков.
260
281
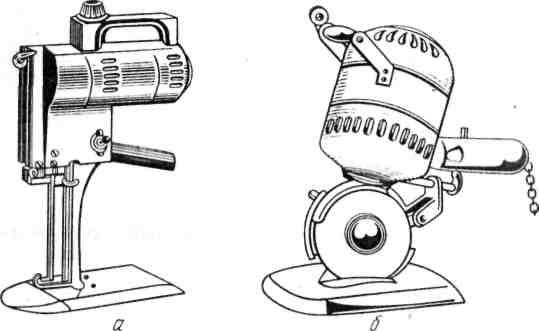
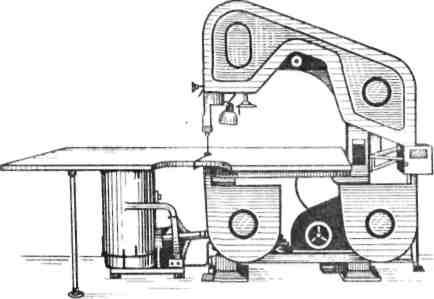
Рис. 149. Передвижные раскройные машины:
а — с вертикальным ножом; б — с дисковым ножом
Настилание материалов. Настил — это несколько полотен материала на плоскости, наложенных одно на другое с выравниванием их по двум взаимно перпендикулярным сторонам и предназначенных для разрезания. Настилание полотен материала может быть выполнено «лицом вниз» или «лицом к лицу». Первый способ практически применяется для всех материалов без учета четного или нечетного числа. Настилание «лицом к лицу» должно быть обязательно парным. Настилание материала может быть из рулона (при отрезании полотна в конце настила) или отдельными, заранее отрезанными полотнами определенной длины в соответствии с данными расчета кусков и комплектования полотен по длинам. Настилание осуществляется вручную или механизированно с помощью настилочных машин (МНТ-2), полуавтоматического настилочного комплекса ПНК и др.
При ручном выполнении процесса настилания столы оборудуют размоточными устройствами, линейками для прижатия заднего конца настила, отрезания полотна и прижатия переднего конца настила. Полотна материала настилают с минимальным натяжением без перекосов и складок, выравнивая при этом кромку по одной из сторон и переднему концу. При настилании руководствуются техническими условиями на раскрой ткани с ворсом, начесом и т. д.
При наличии в полотне текстильного порока проверяют возможность раскроя его в настиле, чтобы этот порок располагался на невидимых частях изделия или в межлекальных отходах, в противном случае изделие раскраивают индивидуально.
Клеймение настила. Для обеспечения правильной комплектовки деталей последние клеймят или маркируют, прикрепляя или наклеивая талоны, надписанные мелом или карандашом.
262
Рекомендуются следующие высоты настилов: для шерстяных и полушерстяных тканей — 28—30 полотен; подкладочных — 50—60; бортовой прокладки - 40—50; для подкладки карманов — 60—80 и для утепляющей прокладки — 16—18 полотен.
Раскрой материалов. Этот процесс осуществляется в два этапа: 1) рассечение настила на части и частичное вырезание крупных деталей передвижной раскройной машиной ЭЗМ-3 или ЭЗДМ-3 (рис. 149); 2) вырезание деталей из отдельных частей настила по линиям зарисовки или лекалам на раскройной ленточной машине РЛ-4 (рис. 150) и др. При этом рассеченные части настила перемещают к стационарной ленточной машине, передвигая их по настилочному столу или перемещая в тележках. Для предупреждения скольжения полотен настил закрепляют зажимами. Качество выкроенных деталей проверяют по контрольным лекалам наложением на них деталей верхнего, среднего и нижнего слоев настила.
Нумерацию и комплектование деталей кроя выполняют на спецмашине (например 68-1 кл.), прикрепляя талон с номером на лицевой стороне. На всех деталях одного изделия должны быть одинаковые номера. Детали из основной ткани, подкладки и приклада связывают или скрепляют специальными ремнями и поставляют в склад кроя.