

12. Процессы подготовительно-раскройного производства
Начальные этапы швейного производства выполняются в экспериментальном, подготовительном и раскройном цехах производства.
12.1. Экспериментальное производство
Разработка новых моделей одежды в стране ведется в Домах моделей, а также в экспериментальных цехах крупных швейных предприятий. Основные задачи экспериментального цеха следующие: совершенствование конструкции изделий, отдельных их узлов и технологии производства; подготовка моделей к запуску в производство; проработка технологии новых моделей и подготовка рекомендаций к использованию нового оборудования; контроль за технологическими процессами производства новых моделей; нормирование материалов, фурнитуры на каждую модель. Экспериментальное производстве включает участки модели рования, конструирования, швейный, лекальный и нормировочный.
На каждую модель разрабатывается полная техническая документация, содержащая отработанные лекала для раскроя основных и прикладных материалов, описание внешнего вида модели; перечень рекомендуемых материалов и фурнитуры; перечень деталей с учетом их унификации; табель измерений; описание особенностей технологической обработки; расход материала и фурнитуры на средний размеророст; рекомендации по маркировке и упаковке.
Лекальный участок экспериментального цеха занимается изготовлением лекал для раскройного и швейного производства. Изготовленные лекала подразделяются на лекала-эталоны, рабочие и вспомогательные. На срезах всех лекал через каждые 80—100 мм ставят клеймо или проводят контрольную линию специальным приспособлением или вручную (для контроля износа
лекал).
Все рабочие и вспомогательные лекала должны иметь клеймо отдела технического контроля (ОТК) или отдела управления качеством (ОУК).Без такого клейма лекала для работы использовать не разрешается. Размеры и конфигурацию рабочих лекал проверяют не реже одного раза в месяц по лекалам-эталонам и
табелю мер.
Эталоном конструкции деталей всех изделий являются лекала-эталоны (оригиналы), которые применяются для дальнейшего копирования и размножения.
Рабочие лекала всех деталей имеют несколько назначений: для раскладок, контроля качества кроя и т. д. Рабочие лекала, применяемые в качестве шаблонов для вырезания деталей на стационарной ленточной раскройной машине, изготовляются в одном
255

Рис. 146. Фотоэлектронная машина ИЛ-1
комплекте из особо плотного картона толщиной 2— 3 мм. Срезы этих лекал могут быть окантованы металлической лентой на машине ОП-97. На рабочих лекалах выполняют прорези для разметки на деталях кроя вытачек, складок и т. п., а также контрольные надсечки для совмещения деталей кроя при их соединении.
Вспомогательные лекала используются для нанесения вспомогательных линий и меток мелом или карандашом на деталях при подготовке их к пошиву. Для пробивания отверстий на лекалах пользуются машиной ВЛО-1.
Нормирование расхода материалов осуществляется путем выполнения экспериментальных раскладок, зарисовок раскладок лекал и трафаретов. Экспериментальные раскладки выполняют тонко заточенным мелом на столе, покрытом линолеумом. Зарисовку контуров раскладки лекал выполняют на материале или бумаге мелом,- карандашом или другим способом.
Трафареты изготовляют из специальной клеенки, оберточной или патронной бумаги. Контуры лекал на трафарете обозначены отверстиями. Через эти отверстия порошком мела, тальком или синькой наносят зарисовку раскладки лекал на материал. Применение трафаретов позволяет значительно ускорить процесс разметки линий на верхнем полотне настила по сравнению с ручной обмелкой.
В себестоимости швейных изделий стоимость материала составляет 85—90%. Уменьшение затрат основных и вспомогательных материалов повышает технико-экономические показатели предприятия. Поэтому главная задача нормирования материалов — установление прогрессивных технических норм их расхода. Необходимо, чтобы нормы расхода материалов были технически обоснованными и рациональными. Эти нормы складываются из площади лекал, межлекальных отходов (нежелательные потери между лекалами в раскладке) и потерь при настилании настила.
Наиболее прогрессивным способом определения площади лекал является использование фотоэлектронной машины ИЛ-1 (рис. 146). Этот механизированный способ позволяет определить площадь лекал с погрешностью до 0,5—1%.
После определения площади лекал приступают к выполнению раскладок в масштабе 1 : 1 или в уменьшенном масштабе, учитывая направление ворса, начеса, рисунок ткани., направление нити основы и допустимые надставки.
256
При раскрое тканей, не имеющих начеса или оттенка, гладкокрашеных, с рисунком в полоску и клетку, с симметричным расположением одинаковых полосок в рисунке лекала одноименных деталей можно раскладывать в противоположных направлениях. Из тканей со слабо выраженным начесом, имеющим разный оттенок, с рисунком в полоску и клетку, с несимметричным расположением одинаковых полосок рисунка (в одну сторону) одно-именные детали изделия должны быть выкроены в одном направлении.
Из ворсовых тканей, имеющих небольшой ворс (бобрик, плюш, полубархат, вельвет-корд, вельвет-рубчик и др.), детали с целью получения матового оттенка ткани выкраивают, располагая ворс снизу вверх. Из ворсовых тканей с ярко выраженным начесом (драп, сукно) и из хлопчатобумажных (сукно меланжевое, пионерское, вигоневое, замша, вельветон) детали выкраивают с расположением ворса сверху вниз. Из тисненого плюша с ворсом, не имеющим определенного направления, детали изделия выкраивают с направлением ворса как снизу вверх, так и сверху вниз. Раскрой деталей изделий из ткани с рисунком в полоску или клетку выполняют с учетом последующей подгонки рисунка в процессе обработки. Для подгонки рисунка ткани при выкраивании деталей предусматривают припуски в размере 1/2, 3/4 или полного раппорта рисунка. Технические требования к обработке изделий из ткани с рисунком в клетку или полоску с подгонкой рисунка даны в п. 11.5. При раскрое ткани необходимо учитывать направление нитей основы в деталях изделий и следить за тем, чтобы отклонение их от номинального направления нитей основы не превышало допусков.
При раскрое тканей с текстильными пороками (кроме резко выраженных дефектов) необходимо следить, чтобы эти пороки попали в выпады или в закрытые части деталей изделия. К. закрытым частям деталей изделия относятся подлацканы (в изделиях с застежкой до лацкана), подборта, участки, закрытые накладными карманами, подзоры, обтачки и подкладки карманов, нижний воротник, верхняя часть нижних половинок рукавов на расстоянии 1/3 длины рукава от линии проймы, припуски на подгиб низа изделия, рукавов и шлиц, подклапаны, подлисточки, под-хлястики, подманжеты, подпояса, подкладка.
Раскладки могут быть одно- и многокомплектными. При изготовлении однокомплектных раскладок зарисовку выполняют по лекалам на полкомплекта каждого изделия, комбинируя модели, размеры, роста. При изготовлении многокомплектных раскладок укладывают полные комплекты лекал двух, трех и более изделий различных моделей, размеров и ростов (например, модели 1 и 2 на рис. 147). Лекала в раскладках укладывают: в соответствии с техническими условиями на раскрой.
Экономичность раскладок характеризуется величиной внутренних выпадов (межлекальных отходов). В каждой раскладке
257
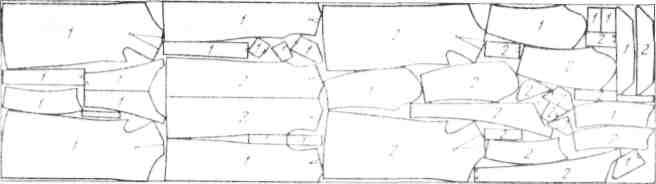
Рис. 147. Раскладка лекал на ткани вразворот
межлекальные отходы не должны превышать допускаемых нормативов и показателей, достигнутых на предприятии. Каждое предприятие стремится найти путь к сокращению этих потерь без нарушения технических условий на выполнение раскладки лекал.
Сокращение межлекальных отходов приводит к уменьшению расхода материала и его стоимости на единицу изделия, что в свою очередь приводит к снижению себестоимости выпускаемой продукции.
Одна из главных задач экспериментального цеха (группы раскладчиков и обмеловщиков) — постоянный поиск сокращения межлекальных отходов. Раскладку с наименьшими межлекальными отходами принимают за норму, фотографируют или зарисовывают для обмелки при раскрое или для изготовления трафаретов.
Для получения уменьшенных копий раскладок лекал рекомендуется использовать установку ПКУ-3. Зарисовки раскладок лекал в натуральную величину размножают путем применения светокопировального аппарата СКА-1.